


������ʽ���m���ڹ��F늠t�ϵđ���
ij��I3�_12500KVA���F�V��tʼ����1986 ���1989��,���rԓ�V��늠t����в��w������mϵ�y�����^��ʮ������\�D���`,�l�Fԓϵ�y�\���M�øߡ��S������,���m�Ϲ��Fұ���ИI�����������鱣�o�h��,���Շ��ҵ��������������Ŀ��Ҫ��1997��1~9��,����˾��ԭ������mϵ�y�M��ȫ��ص��졣�ڸ�����,�Y����������Č��`���,��đ���Ç��������M���g,���g�ˆTͻ�Ƴ�Ҏ,�OӋ����ȫ�µ�12500KVA���F�V��늠t�������ϵ�y��ԓϵ�y��1999��2���\�D�ԁ�,�����\��Ч������,3��ϵ�y�ծa���|�����20����,����ŷ�ָ���h���ڇ��ҡ������Ⱦ��C���ŷŘ˜ʡ�(GB16297—1996),����F�ИI���������_����һ�l����֮·��
1��ϵ�y��ˇ����
��늠t����]�������ռ��ĸߜغ��m����,ͨ�^���L�Cؓ��,������������������늠t�������c��ɢ����֮�g�O����һ��늄��y�T��ͨ��ԓ�y�T̎�ڳ��]λ��, ���оo���¹ʻ�����l���¹�,�t��늄��y�T���_,ʹ����ğ�����Ȼ�ſա����������r,���m���⽛�^�������M��U�ܿ՚���s��,��������230������,�M���A̎�����M���پ����m�A̎��,���Mһ��������210�����ҡ��A̎�ퟟ��ͨ�^���L�C����������ʽ�����M�L���m��,���m(���)����Ч�^�V��,�������ͨ�^������ʽ�����M�L���m��픲�����Ȼ�ſա����m�����ռ��ğ��m,ͨ�^�����L�C�M������B�������,���������A�Ҷ���ж������������ݔ�͙C,�˹���������ۡ�ϵ�y�ڿ��������O����һ��·�y�T,�����������ص���230��r,���������ⲻͨ�^U�ܿ�����,ֱ��ͨ�^��·���M���پ��A̎������
2��ϵ�y��Ҫ��ˇ�OӋ����(Ҋ��1)
��1��Ҫ��ˇ�OӋ����
|
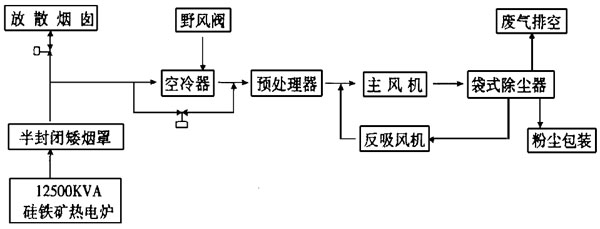
3�������������ϵ�y
����������̿���ϵ�y�������M���|�������Ƽ�PLC�ɾ��̿������M��ȫ���O��,��Ԫ�������`��ɿ���ϵ�y���ƻ����ό��F�o���o����,��Ч�p���˳�Ҏ�OӋ�еİ��o�����ʡ�(Ҋ�D1)
 |
�D1�������������ϵ�y
3.1���ضȿ��ơ��鱣�Cϵ�y��������,�˹����OӋ�O���˶༉�ضȱO�ؼ����o��ϵ�y�ڿ�����ǰ���A̎�����L�Cǰ����ʽ���m��ǰ���OӋ�Мy��Ԫ��,�����ж༉�i���o,һ��ϵ�y�ض�ʧ��,�tϵ�y�����������P�]��
U�Ϳ�����������e���S����ض��������Ԅ��{��,ʹ�乤�����O��׃�ӷ���֮�ȡ���U�Ϳ�����ȫ��������e�M�빤����B,�������Գ��^�O�������ضȕr, �tҰ�L�y�ԄӴ��_�M�л����L����,��ϵ�y�ض���Ȼʧ��,�tϵ�y���Ԅ��P�]��
3.2���������ơ�U�������ɶ��O���Љ��������,�Ա��C�ڿ������ȟ�����׃���r,�O����ɶˉ���׃����
���L�C�ɶ��O���Љ�����Ʊ��o�b��,�Ա��C���L�C�������OӋ���L������֮�ȡ�һ���L�����d�t��������ͣ�C, �Ա��o늙C���ڶ����M�L�������m����,�O���І��҉��������ϵ�y,һ�����҉���^2500Pa,�tϵ�y���Ԅӆ�����ҳ���,��������^�̡�
3.3��ϵ�y�i���o����ʹϵ�y����̎���������,ϵ�y�OӋ���ܴa����ϵ�y,�Dz����ˆT����ʹϵ�y�M�빤����B,���������L�C�B�m���\�r�g�ȷ��涼�O�����i���o��
4��ϵ�y��Ҫ�O�估����
4.1��������s��(���ؿ��O��)��������Ȼ�՚���s“U”����s��,�ǘ��OӋ����,������e��0~1500m2(���{)��
4.2���A̎�������������M��ˇ��Փԭ���OӋ�ǘ��O��,ͨ�^���{�b��,���ƻ�������|��,�ȳ�Ҏϵ�y�д������ߡ��ھ�̎����,�����SiO2�������_92%~96%��
4.3�������L�C���x�Ý����L�C�SJY5—44NO24Dұ�����L�C,����180000m3/h,ȫ��4436Pa;�D��960r/min,����늙CN=450KW,10KV�M����
4.4�������M�L�������m������������M�^�Vԭ���OӋ�ķǘ��O�䡣
�^�V��e:7000m2;�^�V�ٶ�:0.47m/min;�x�ò���:���w�o�A����ʯī̎������,φ292×10m��816�l��
5��ϵ�y���\��
����ԓ12500KVA���F�V��늠t�������ϵ�y�OӋԭ�����M,�Y������,�\�пɿ�,��1998��1��Ͷ���\������,�\�D����,�ծa���20t,���յ������SiO2������92%����,�|������,�F���N��������,����Ч���@����
ԓ�������ϵ�y�\�D��,��I��1998��3��6��ί���Ї��������Ϲ��I�ֵ��|�������Č����յ�����M�г�әz���Y������:
6��ϵ�y����Ҫ���c
6.1�����������^�V���������
6.2�����ê���ԭ���OӋ���A̎����,����˻��շۉm���|��,ʹ���F늠t������m�_���˭h��Ч��ͽ���Ч���ͬ����ߡ�
6.3���������M�Ķ����M�Lϵ�y,��Ч�ر��o�˳��m�V��,���L��ʹ�É���,ʹ��ʽ���m����ߵ�һ���µļ��gˮƽ��
6.4��ʹ���|����ȫ��ϵ�y����,���������ˮƽ��ߵ�һ���µĸ߶ȡ�

ʹ����“��һ��”��������“���v�h���W”




