


��Ч�}�_�����m���ڸGĥһ�w��ϵ�y�еđ���
ij��˾5000t��d���a����2006��6�½���Ͷ�a������Φ4��8m×72m���D�G�����Ϸ�ĥ��ATOX50��ĥ������CDM4×4-14929��Ч�}�_�����m�����Gĥϵ�y�U���M��̎����
1 ���mϵ�y��ˇ����
���ԸGβ�A�����ďU�����Ƚ��^����������̎����Ȼ��փɷN���r������һ�N�ǻ��D�G�Ϊ������r���U��ֱ���M������m���M�Ѓ���̎������һ�N��������ĥ�ͻ��D�G�ϲ����r�����֏U����������ĥͨ�L��ɣ�ʣ�ಿ���c��ĥ�U��ͬ�r�M������m���M�Ѓ���̎�����乤ˇ����Ҋ�D1��
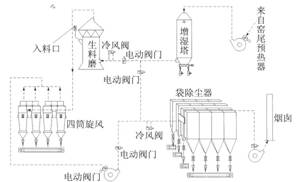 �D1 �Gĥһ�w���U����mϵ�y��ˇ���� |
2 ���m���Y�������c
2��1 �Y��
ԓ���m������l6�����m��Ԫ��ÿ����Ԫ�M���b���ք��l�y�������b�К�ӷ����y�T����Ҫ��ij�����m���M�оS�ޕr�������P�]ԓ�ҵ��M�����y�T�����_������픲������w���M��ͨ�L�ͽ��أ����҃ȜضȽ��ͺ��ԏă������ϵęz���Tֱ���M����m���M�Йz�S�o����Q�V����
2��2 ���c
2��2��1 ����PLC����ϵ�y
���m�����}�_�y�x�ðĴ�����GOYEN��˾3″�͛]�y��ԓ�}�_�y���L��(100�f��)��0��5��0��7MPa�����¹������҇��������͇����g���S�V�������r�g��ͬ���{��
2��2��2���ص�ģ�K�OӋ
ÿ�����m��Ԫ�M���ھ��O���y�T������ڲ����������������Ɍ��F�������x�ϵ��x����ҡ��ھ����ҙz�ޡ�
2��2��3 �����u����ɢ�������b��
�ɸ�����ͬ�ķۉm�w���M���OӋ��ͬ�ǶȵĚ����u����ɢ�������b�ã��ںܴ�̶��Ϝp�ٜu�����V���ě_ˢ������������������L�V��ʹ�É�����
2��2��4�A���¹ʓpʧ�Դ�ʩ
���M���ڟ��������O����·ϵ�y�����ضȳ��ޕr(>240��)���M���y�Ԅ��P�]����·�y���_�����г��ߜؚ��w����·ͨ�^���܉�һ���̶ȵر��o�V����
3 �\���г��F�Ć��}����Q��ʩ
3��1 ��w���ܷ�
��ԇ���a�ڣ���������ˮ����ʧ�أ����¶�γ��ߜؚ��w�M����m������ʹ��w�z���T�ܷ�l����׃�Σ�������픲�׃�Σ�ʹ�����ʷ��ܠ��픲����F���ݣ�ƽ�r©�L���꼾�eˮ�M����m���ȡ��m��ȡ��������ȴ�ʩ��Ч�������@�������ȡ���L���g֧�����k��ʹ��w�֏���ԭ����Q���ߜ��ܷ�l����Q��©�L©�ꆖ�}��
3��2 �\��������
ԓ���m���OӋ�\��������<1700Pa����ԇ�\�����g�������^2000Pa���������^2400Pa�����z����������Nԭ��ȡ�������Ĵ�ʩ��Ҋ��1��
|
��1 ԭ���������ȡ�Ĵ�ʩ
|
|||||||||||||||
3��3 ���w�P�g
���ڃ����Ҳ������wδ���ء���ڜضȵ͡����w��ˮ�ֺ����ߣ���֮����ĥ�_ͣ�l������Ƀ����҃Ȳ������P�g����Q�k���Ǽӏ����أ�������ˇ������
3��4 ��·й©
�����ԇ�\�г����\�в������������pʧ���OӋ����·ϵ�y�����ڟo�V���Ɠp�������·����r����Ȼ�����ŷţ����Ų�l�F�����������y�ܷⲻ�����¡��ܷ�̎�����}��Q��
4 ʹ��Ч��
���^�����ԇ�\�У��G��ĥϵ�y�\�з��������D�G�a�����^5300t��d��ԭ����ĥ�_��420t��h�����_���OӋ�a����2008��7�½�����ʡ�h���֭h���O�yվ��ձO�y���ˑB�¸Gβ�ۉm�ŷŝ�Ȟ�8.45��16.3mg/m3��
5 �Y���Z
��Ч�}�_�����m�������ڸGβ�Gĥһ�w�����mϵ�y�������������\��Ҏ�ɣ�Ҫ�����չ�ˇ����Ҏ�̲�����Ѳ�z�S�o���І��}����̎������t�����H̎�������韩���ҕ�Ӱ푵������Gβϵ�y�������\�С�

ʹ����“��һ��”��������“���v�h���W”




