


PLC�ͽM�Bܛ���ڳ��m����ϵ�y�еđ���
ժҪ:��B���T��S7-200 PLC��WinCC�M�Bܛ���ڳ��m����ϵ�y�еđ��á�ͨ�^�������mϵ�y�����c,�o���������Ŀ��Ʋ��Լ��㷨,�OӋ�����P�ij���ģ�K������WinCC�M�Bģ�M�F������,�������溆������,�������á����H���ñ�����S7-200 PLC��WinCC�M�Bܛ�����ɵĿ���ϵ�y���гɱ��������������á��ɿ��Ըߵ����c,ͬ�r���s���O��Ͷ�Y��
�P�I�~:���m, PLC�Ԅӿ���, PID������, WinCC�M�B����
�V��t�ڳ����F���gɢ�l�ğ��m�ǹ��F�S��������Ҫ��ȾԴ֮һ���S���ߠt����ұ�������ͻ�,�粻��ȡ��֮��Ч�ğ��Ⲷ����������ʩ,����ɵĭh����Ⱦ������څ���ء����yӋÿұ��1 t�Fˮ���F���ɮa�����m215 kg,һ����̼2 kg�����F�S���F�r,�����^���m9��81 mg/m2 ,һ����̼60��213 mg/m2 ,��������98��185 mg/m2 ,ݗ�䏊�ȸ�,܇�g�h���ض��_40��60 ��[ 1 ] �����,���F�S���m������Ⱦ�h��,��Ʉڄ��l���l������,���{���w������
��Ŀǰ�ij��mϵ�y��,���������F�ĸ߶��Ԅӻ�����ϵ�y��,���Dz��ú㶨���L�����L���˹��{�����L���ɷN����,ǰ���������L������㶨,�����\���M�ø�,���mЧ����;��������˲����ˆT�Ąڄӏ���,�ɿ��Բ���߶������˲������\�а�ȫ�����,�����_�lһ�N���õij��m�Կ�ϵ�y��
1�����mϵ�y���w�OӋ
1.1����ˇ����
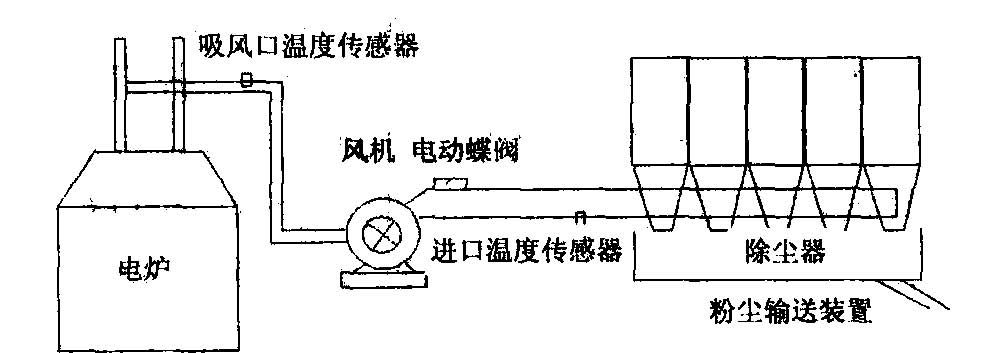
���mϵ�y��Ҫ���L�C��늄ӵ��y�����m�����ۉmݔ���b�á��ܵ����y�T�ȽM��,ϵ�y��ˇ������D1��ʾ�����m���w���L�C��������,ʹ����ض��½����M�벼�����m��,�ò�����ȥ�����еķۉm,������Ě��w�ğ��������⡣���m���S���ۉm�ķe��,������u����,�����������O��ֵ�r,���m�}���}�M�����,Ȼ�����}�M��ж��,������܇�\�ߡ�
 |
1.2������Ҫ��
���m����ϵ�y�Ɍ��F���¹���:���ض���̖��������̖���F�߾������ܙz�y;���F�ضȿ��ơ���ҿ��ơ�ж�ҿ���;�����ք�/�Ԅӡ�����/���ƿ��ƹ���;�����п��ƺ͙z�y��ģ�M�����Кvʷ�����惦�����r�����ӑB�@ʾ����ӡ�͈���;�����еĿ��ƾ�������λ�C���F�����O�����h�̿���;��ˇ��������Ӌ��C��Ļ�τӑB�@ʾ��
1.3������ϵ�y�����c����
ᘌ����m���Ƶ����c,ϵ�y����PLC������λ�Cֱ��̎��ģ�M�����_�P����̖,�x��PC�C������λ�C,����W inCC�M�Bܛ�������ѺõČ��r���������c��λ�C�M��ͨ�š�ϵ�y�����c������D2��ʾ��
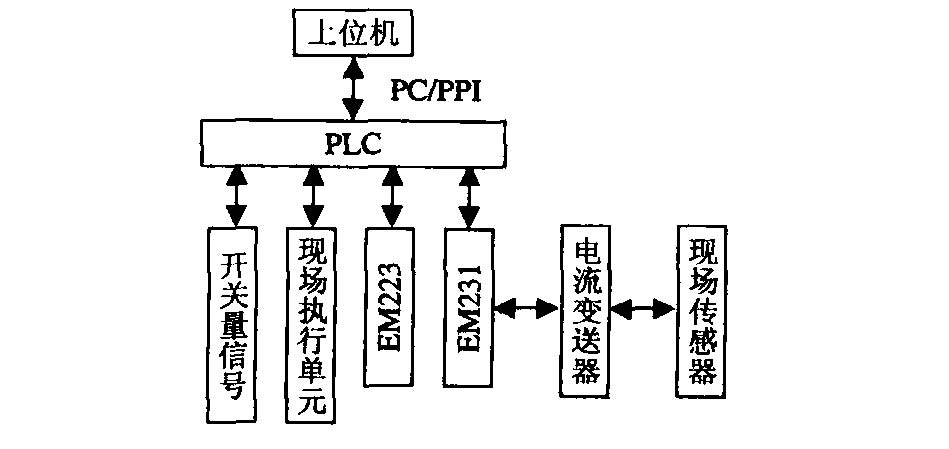 |
��λ�C�x�����T�ӹ�˾��S7-200 ϵ��PLC�������ϵ�y����,���F�L�����ơ���ҿ��ơ�ж�ҿ��ơ��x�õ�CPU��̖��CPU226,��S7 - 200ϵ����������ߵ�CPU�����Ԏ�24�c������ݔ���16�c������ݔ��,���ɔUչ��128��������ݔ���128��������ݔ��,�Լ�32��ģ�M��ݔ���ݔ����CPU226߀�Ѓɂ�ͨ�Žӿ�,�������Ԟ�RS485,�ȿ����龎�̿ڌ��F����ľ��ƺ��{ԇ,�ֿ����\�Еr���鴮�п��c�����O���M��ͨ�š�
EM231��4·ģ�M��ݔ��,�����ԬF�����׃������4��20 mA�˜������̖�M��A/D�D�Q,�����D�Q�Y���ͽoCPU̎��, ��EM223��16·ݔ���16·ݔ��,�Á������_�P���Ŀ��Ɔ�Ԫ����λ�C�x�ù��ؙC,�������T�ӹ�˾���ؽM�Bܛ��WinCC,���F�����O�����h�̿��ơ������惦�����r�����ӑB�@ʾ����ӡ�͈��ܡ����ؽM�Bܛ��WinCC��һ�����ɵ��˙C����(HMI)ϵ�y�ͱO�ع���ϵ�y,�ṩ���NPLC����ܛ��,ʹPLC�c��λ�C����׃�÷dz�����, �����WinCC �cSTEP7����, ���Ǵ���Ƚ����̕r�g, �����STEP7�ж��x��׃��������WinCC��ֱ��ʹ�á�����,WinCC�е�C�Z���_��(Script)���ṩ���c������֮�g�Ľӿڸ��������䑪�ù���,�ܝM���Ñ��ď��sҪ��
2��ϵ�y���F
2.1����ҿ���
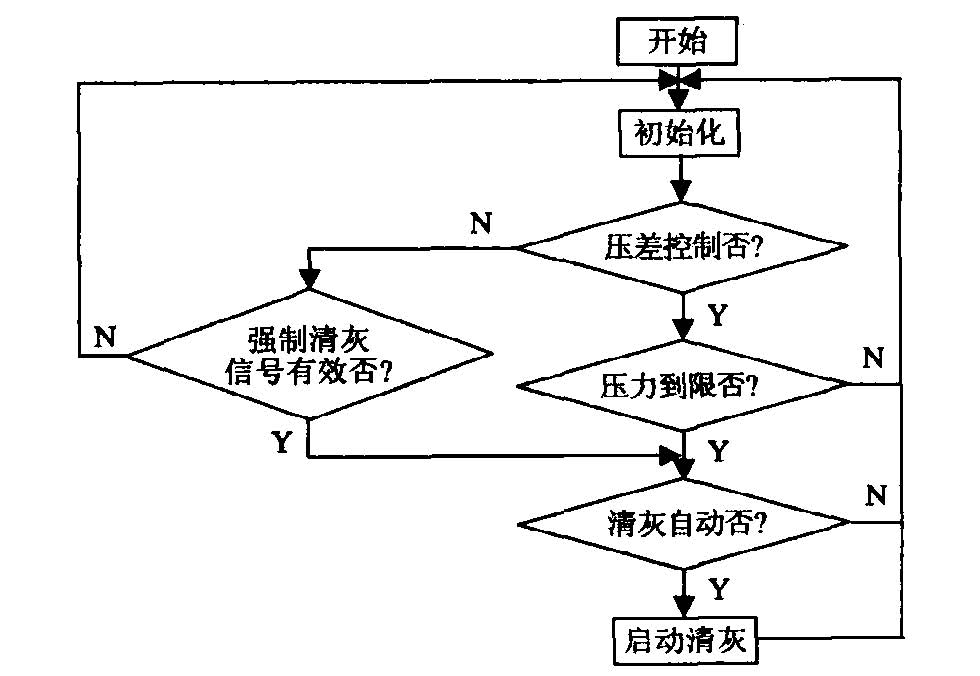
��ҿ��ƿɸ�����Ҫ���F�ք�/�Ԅӿ��ơ�����/���ƿ��ơ���ҳ����DҊ�D3��PLC�����Д�ϵ�y�Ŀ��Ʒ�ʽ,���Д�ϵ�y�x���Ʒ�ʽ����ʽ,���x���Ʒ�ʽ,�t�������������̖�Д��Ƿ����;��ϵ�y�x�����,�H�����m���IJ�_���O��ֵ�r,�����̖����Ч���������x���Ԅӷ�ʽ,�����̖��Ч��,����ϵ�y��1��5�}�����M����ҡ�����^�̰��������������ɂ��^��,�@�ɂ��^�̵ĴΔ��Լ����^�̵��\�Еr�g�ɰ���ˇҪ���O����
 |
2.2���ضȿ���
���ڠt�G�ȸߜ؟������ϵ�y,�ضȿ����Pϵ���O��İ�ȫ�͉������M����m���ğ���ض��^�ߕ������V����ʹ�V�������s��;����ض��^���֕��a���Y¶�F��,����ۉm�ڞV���ϰ�Y,����������y,���m�������������������γɐ���ѭ�h,ϵ�y�c��������,����ض�̫�͕r,�L�Cؓ�ɼӴ�,�����F�L�C늙C���d�����회��ض��M�п��ơ�ϵ�y�����{��늄ӵ��y���_���{�����L��,ͨ�^���L���Ŀ��ƌ��F�ضȵ��{�����ضȿ��Ʋ��Ԟ�:�����L�ڜضȴ���200 ��r������늄ӵ��yȫ�����_;�����M�ڜض�ֵ�{�����L�y�_��,���ض�ƫ����������څ�݄t�y�T�_��;���ض�ƫ�������½�څ�݄t�m���PС�y�T������PID�����㷨[ 2 ]�o��������:
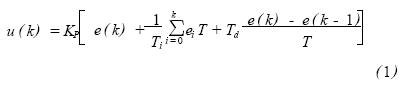 |
ʽ(1)��u(k)��ɘӕr��k��ݔ��ֵ; e(k)��ɘӕr��k��ƫ��ֵ; e(k-1)��ɘӕr��(k-1)�r��ƫ��ֵ���������ı������e�֡��ֳ������x�������،����ģ�ͺ�Ҫ����Ŀ�˺����Q��, ���ƅ������������������P��Ҫ�ġ����ڳ��mϵ�y��һ��׃���^���s�ļ���ϵ�y, �]�ЬF�ɵĔ��Wģ�Ϳ��ԅ�����ԓϵ�y��ȡ�ķ�����:ͨ�^Ӌ��C���挤��,�������ѵą�������,Ȼ���ڌ��H�\����ͨ�^�F���{�����_����х������xȡ��Ӌ��C���挤����ͨ�^�o��һ������������A�S��̖,�M�ڜضȳ�S�ε���������,������һ���T�Լӕr����ģ�́����������@һϵ�y,���f������:
���~��������,�����ƽ��ֵ�c�M�ڜضȿ��Կ��������ȵ�,���Ը������mϵ�y���A�S푑�������ϵ�y�ĕr�g����T0 , T1 , T2 , �x��Ŀ�˺���θ= ∫∞0t| e | dt, ����θֵ��С��Ŀ�ˌ���, ����ϵ�yģ��H(S )��һ������ģ��,���y�����T0 , T1 , T2 �ȅ����`��Ҳ�^��,������������H�ǹ���������e�֡��օ����ķ���,߀��Ҫͨ�^�F�������Դ_�����������ֵ��
�F��������ͨ�^�ڿ������������3�������{�����ְ��o(BCD �a) ,����PLC��I/O �ڌ�BCD�a�M���g�a,�D�Q�������ı������e�֡��օ������ڌ��Hʹ����, PLC����߀����ǰһ���`��e ( k)�Ĵ�С����ؓ, ��e ( k)�Ĵ�С����ؓ, ���������e�օ����M�����m��У��[ 3 ] , ���_����ѵĿ���Ч�����D4���M�ڜض��������ĈD�п��Կ����������m��P ID�����܉�ܺõ�ʹ�M�벼���ğ���ضȿ�������ֵ֮��,�_�����^�õĿ���Ч����
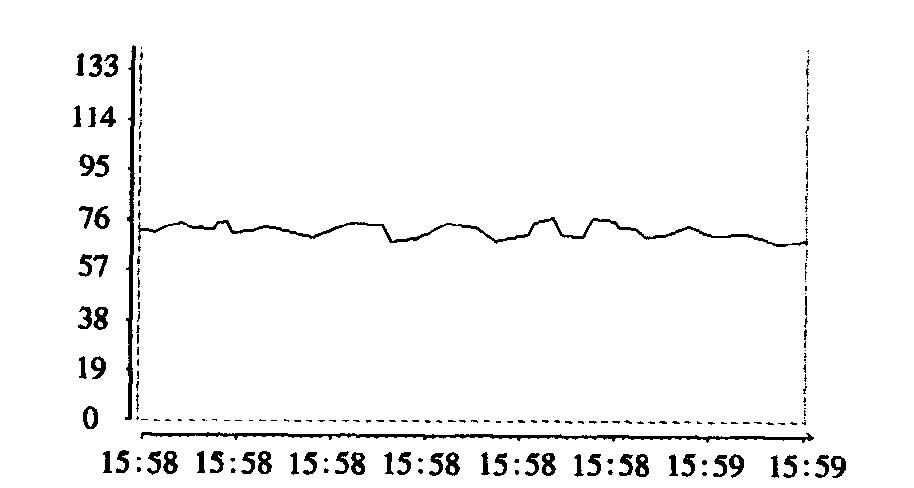 |
2.3����λ�C�OӋ
���ȸ���ϵ�y�Ŀ���Ҫ��,���ýM�Bܛ��ϵ�y�Ȳ��ṩ�ĈD�Ύ��ģ�M���H�ij��m��ϵ�y,����D�Ρ��ɫ���@ʾ�����M����һ��,�γ�ֱ�^�ҷ���ҕ�X���T�ĈD�Ρ�Ȼ��ͨ�^����������,Ҳ���Ƕ��x�M�Bܛ���Ȳ���I/O׃��,�oÿ��׃�����x����,����׃���B��,ʹ���m���F���Ĺ�����r�ԄӮ�����ʽ��ӳ����Ļ��,ͬ�rʹ�����T��Ӌ��Cǰ�l����ָ��Ѹ�����_�F��������ϵ�y߀�鲿�քӮ��B�ӵĈD�Ό����O�����L������,���煢���O�����挦ϵ�y��Ӱ��^��,�����O�����L������,ֻ�и����̼��g�ˆT���܌��˲������@���ڱ��ϳ��mϵ�y����������������Ҫ�����x����ϵ�y��,���OӋ��10�������,������ò���桢�����O�á������Ʈ��桢�������vʷ��������ӡ�����ȡ���ÿ�������·��Д����Զ��xܛ�I,�\�ЕrֻҪ���������Ĺ����I����@ʾ�������档
2.4����λ�C�c��λ�C���B��
ϵ�y�в���PPI�f�h���FWinCC�cPLC��ͨӍ��ԓ���������B�Ӻ��Ρ�Ӳ��Ͷ�Y��,���ҿ����x��S7-200ϵ��PLC�����д惦�^���w��������:
�ڿ���������O��PG/PC�ӿڅ�������Ac2cess Point of the App lication���x��Computing Inter2face�����x��PC /PP ICable����WinCC׃������������һ���µ��ӳ���, �µ��ӳ����x��OPC1CHN,��OPC GROUP���½�һ���B��,���_����,�x��OPC GROUP Setting, OPC �ķ���������OPCServer. MicroComputing,Ȼ���������ӵ��B�����½�׃��,׃����Item Name�cPLC�����ڱO�ص�׃�����������@�Ӿ͌��F��WinCC�cPLC֮�g��ͨ�š�
3���Y���Z
ԓ����ϵ�y��2004��3���ڰ��^���F�SͶ���\�С����`�C��,ԓϵ�y�������ơ����ܿɿ����S����,ʹ��ҡ�ж��ȫ�^�̌��F�Ԅӿ��ơ��������m��P ID�{�������F���ضȵĿ���,������λ�C�ĽM�B������ʹ�ó��m��ϵ�y���Ԅӻ�ˮƽ���˸������,�p�لڄӏ���,�������˞���������l���¹�,�����ஔ�����M�ԡ�
�����īI:
[ 1 ] ��κ���A,���S��1��F���I�U������[M ]1����:�Ї��h���ƌW������, 19921
[ 2 ] ���n����1�Ǿ���P ID������[ J ]. �Ԅӻ��W��, 1994, 20(4) : 487 - 4901
[ 3 ] ��Watanabe. Mold Level Control in Continuous Caster by
Neural Network Model [ J ]. ISU international. 1993, 39

ʹ����“��һ��”��������“���v�h���W”




