


LK�������Ϲ�ˇ��ˮ̎��S�еđ���
�����Ϲ�ˇ�鳣Ҋ����ˮ̎����ˇ��һ�N�����������������������䘋����ʷ��]�ĭh�Μ��������������ǻ������෨��һ�N׃�͡������ˮ�ͻ����������ؚ������в���ѭ�h���ӣ�������˷Q���“ѭ�h�ؚ��”��“�o�K���ؚ��”�������ϵ�ˮ��ͣ���r�g�L���ЙCؓ�ɵͣ��䱾�|�ό����ӕr�ؚ�ϵ�y��
�Ժ����r��˾LK�ɾ��̿�������PLC���������Ԅӻ�����ϵ�y��������ˮ̎��S����ȫ�ܝM����������ˮ̎����ˇ��Ҫ���ṩ��һ�N�߿ɿ��ԡ��ͳɱ����������Ŀ��Ʒ�����
LK�ɾ��̿�������PLC���Ǻ����r��˾�ڿ��Yʮ�������ϵ�y�OӋ�͎�ǧ�����Ŀ��ʩ�����A���Ƴ����m�����С������ܿ����I��ĮaƷ��CPUģ�K�м��ɹ��I��̎���������l���_533MHz����ָ��̎���ٶȿ��_13ns���������yPLC���ԣ�LK�ɾ��̿���������ں���DCS��PLC�ă��c�������˸����ܵ�ģ�M��̎�����g��С�ͻ��ĽY���OӋ���_�ŵĹ��I�˜ʡ�ͨ�õ�ϵ�yƽ�_��ʹ�aƷ���H���Џ���Ĺ��ܺ�Խ�����ܣ����Ҿ��и��ߵĿɿ��ԡ����ѵ��_���Ժ������ԡ�
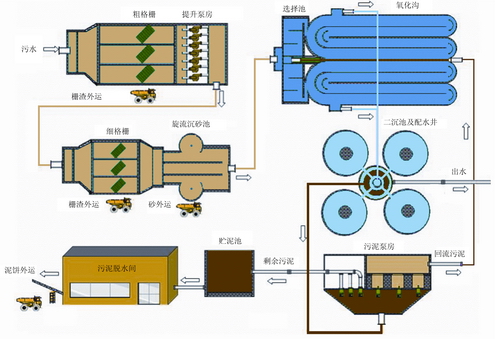 |
�D1 �����Ϸ���ˇ����
�Ԅӻ�����ϵ�y�OӋ
����ϵ�y��1����������ҡ�3���F��PLC����վ�M�ɡ��F��PLC����վ���ɿɾ������������PLC��ϵ�y���z�y�x���M�ɣ�����ˮ̎��S����ˇ�^���M�з�ɢ���ƣ�������������ң�CCR������ȫ�S���м��й�������������ҡ�PLC����վ֮�g�Ĕ���ͨӍ���ø��ٵġ����r�Ĺ��I��̫�W���W�j�Y����h�Σ�ͨӍ���ʞ�100Mbps����ݔ���|����w���������վ�O�ھC�Ϙ��п��ң��F������վ�O�������քeλ���Mˮ�÷���1#PLC����վ�������L�C����2#PLC����վ����������sÓˮ�C����3#PLC����վ�������ú����r��˾LKϵ��PLC��
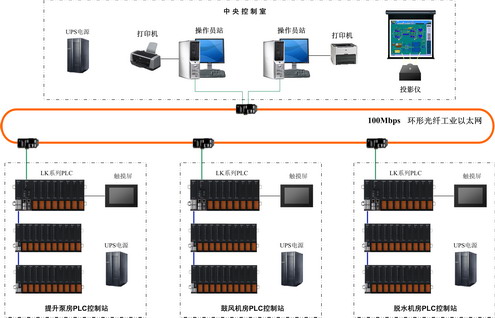 |
�D2 �Ԅӻ�����ϵ�yʾ��
ȫ�SͨӍ�W�j�ֳɶ���������һ�����п�/�F���O�ؼ����F������վ���������վ���ù��I��̫�W���w�h�W���ڶ����锵����ݔ������F������վ���O�������ij�ҎI/O��|�B�ӡ�
��ˮ̎��S�Ԅӻ�����ϵ�y���Ʒ�ʽ�OӋ��F���O��͵��քӿ��ơ��Ԅӻ�����ϵ�y�h���քӿ��ơ��Ԅӻ�����ϵ�y�h���Ԅӿ������N���Ʒ�ʽ�����N��ʽ�ļ��e�ɸߵ������Ξ�͵��քӿ��ơ��h���քӡ��h���Ԅӡ�
��ˇ���Ʋ���
•��ſ���
��ſ��Ʋ��Õr�g���ƺ�Һλ����ƃɷNģʽ��������r�£���Ÿ����A���O���ĕr�g�g�������m�r�g�M���\�У������ǰ���Һλ������O��ֵ���t��ų��ۙC�_ʼ�B�m������ֱ��Һλ��С���M��Ҫ��֏������ĸ�ų��ۙC������
����ݔ�͉�ե�C�c������\�С�
 |
•�����÷�
������ˮ��Һλ�Ԅӿ���׃�l�{�ٱõ��D�ټ�ˮ�õ��_/ͣ��������ˮ�����Һλ���Ԅ�ͣ�ã����F�õĸ��\�D���o��ÿһ�_�õ����ӴΔ��Ϳ����\��С�r�����⡣��ʼ�O��ʹÿ�_�õ��\�D�r�g��ȡ�����ϵ�y�Oҕ�õ��\���^�̣���ù��ψ��Ԅ�Ͷ����ñá�
•��ɰ�ؼ�ɰˮ���x�C
 |
•������
 |
PLC�������ϵ����ܽ����y��ֵ��С�{���D�����\�м����D�٣����������M����������\�С�
•������ʣ������÷�
��������õ��_ͣ���\�Еr�g��PLC����������Йz�y�Ļ��Һ��ȷ������ơ�
•׃�վ
PLC�����c׃�վ�Ŀ��ƣ�ͨ�^RS485�������ӿ��c�վ�Ԅӻ��O��ϵ�yͨ�š�
•������s��
������s�ؔ������B�m�\�У��ɬF��늚�������քӆ�ͣ����PLC���ơ�
•����Óˮ�C��
����Óˮ�C�����o�C������Óˮ�C��������ƣ�������Óˮ�C�����r��������á���ˎ�b�á�Ͷ��õ����\�С�
•���L�C��
���L�C����ϵ�y�Ԛ��w��̖��������̖���������ܽ�����̖���o����̖���������Hؓ�ɵĴ�С�M���Ԅӿ����{���y���_���ȣ��_�����Ƴ�ˮˮ�|��Ŀ�ġ�ÿһ�_���L�C�����ӴΔ��Ϳ����\��С�r�����⡣

ʹ����“��һ��”��������“���v�h���W”




