


�R�� ^���̼��⛷�ú��Ó��
1��ú�������ˇ�Ľ�B
���tú�����ϵ�yͨ����ú���������L������Ó����Ó��Ó�衢Ó����Ó���ȹ���M�ɣ����Nú�������ˇ�ą^�e��Ó��Ó����ˇ���x����������Ĺ�ˇ�����ô��w��ͬ��
��20���o80����ԁ����҇��Ⱥ�ć������M�������������˾����������Mˮƽ�Ķ�NÓ����Ó���¹�ˇ�����ɽM�ϳɶ�N���tú��ă�����ˇ���̡�
�ڌ��H�x��r������������ԭ�t�M�оC�ϙ�⣺
һ�DZ�횝M��ú�����ָ�˵�Ҫ��
���DZM���ܵ�ȡ����ѵĽ���Ч�棬���aƷ�|���á��rֵ�ߡ�Ͷ�Yʡ���\�к����M�õͣ�
����ϵ�y�\�еķ����Ժã�
���������g���M���b����Ԅӻ�ˮƽ�ߣ��h�����o�á���������ԭ�t���ٽY�ϸ��S�Č��H��r���x�����Ҫ������빤ˇ��
�R�� ^�Ľ��tú�����ϵ�y���c2×70��7.63m���ݷe���t����a��ȫ��220�f���������ģ�ú��̎������11.1�fm3/h��������β�⣩�����x��ú�������ˇ�r������� ^���O��������r��Ҫ�����ȱ��^���͵ĎNú�������ˇ�M���ˌ��ؿ��죬�F�������¡�
1.1HPF��Ó��͇���ʽ���Ó����ˇ
��1����ˇ���̺���
HPFÓ��ˇ���Dz��Ì������Ӽ�PDS�����၆�F�����������Ó��Һ�У�����ú���еİ�����AԴ��Ó��ú�������ú�������ˇ��ԓ��ˇ���������̣����L�C���ú�⽛�A������s���M��Ó����������ú���ٽ��A�����͇���ʽ���Ó������K���ϴ���������ú������^�̡�Ó��Һ��Ó����������Һ����M�뷴���ۣ�����ѭ�h�ó����������������s�՚���������ײ��M�룬�������Ó��Һ����Ó����ѭ�hʹ�á������������ɵ�����ĭ����������ĭ�ۣ�������������Һ���ط����ۣ�����ĭ����������������s���ͺ��b�����\��
��2��������ˇ���c
�c����ADA��PDS��Һ�����������Ó��ˇ��ȣ�HPF�����������c��
һ��Ó��Ч�ʿɸ��_99�����ϣ�
���Dz���������
�������a�ɱ��ɱ������ɷNҺ����������̓ɳ����ҡ�
��ԓ��Ҳ����һЩ��ʮ������Ć��}��
һ��ú���ڃ����^�������؏ͽ��v��s���ӟ���^�̣����ֲ����������a�ܺĴ�
����Ó��������O����w�e�^��ռ�غܴ��O����|Ҫ��AS�������̼���c���ߣ�
�������ŏUҺ�y��̎��������ú�в��HӰ푽�̿�|��������Ӱ푭h������������ų���β��Ҳ��Ⱦ��⣻
���ǮaƷ�|�������룬��Ǽ��ȵͣ��N���y�ȴ�
1.2FRC��ú��Ó�����ϴ�����o�������Ó����ˇ
��1����ˇ���̺���
FRC��Ó��ˇ�ɰ�ˮÓ�UҺ��s���������M�ɡ��Կ�ζ���������c��ˮ���Ó����Һ��Ó�������ų���Ó��Һ�����������������ښ��ݷ��x���з��x������ĭ��������Һ�ñ��ͽ��Q������s��Ó�����������U��ֱ�������⡣����ĭ�����ݺ����������x�ęC���x����ǣ��ࣩ���VҺ������ǝ{Һ���������a�����ԭ�ϡ�ú���еİ��t����������ϴ���ȇ������գ�����Һ�چΪ��ĽY���b�Ã����a�����@��
��2����ˇ���c
ԓ��ˇ���ձ�����ú�˾�ļ��g���������˶�헌������g��
һ�����������ײ����в��քe���b���A������͚��ݷ��x�������H���������Ч�ʣ����ҿ�ʹ�����՚����p�ٵ�T-HÓ��50�����ң�
���ǏUҺ��s���g��
������{ȼ�����g�����а����{Һ���F���ͷֶ�ȼ����
ԓ����Ó��Ч��һ����_��92����99.8%�������b������ͣ�a�r�����a��ǣ��ࣩ����ǣ��ࣩ���N·�rֱ���u�����o�N·�r�t��������UҺ��s��ȫ��������{���������U�⽛̎�������ţ������b�õ���Ⱦ���������ஔ�p��
1.3ASѭ�hϴ�취�Ϳ˄�˹�b�û�����ǹ�ˇ
����ú����L�C���O��λ�ò�ͬ��ASѭ�hϴ�취�ɷ֞��������̺�ȫؓ�����̃ɷN��ú����L�C�O��AS��Ó��ǰ�ķQ���������̣�ú����L�C�O��AS��Ó���ϴ������֮��ķQ��ȫؓ�����̡�������ͬ�����Ԛ��w̎����ˇ���ֿɷ֞��L���̺Ͷ����̃ɷN�M�����̡����^�L���̾���ASÓ��Ó�裫���Ԛ��w���a���ᣫС������a���@�ĽM�Ϲ�ˇ�����^��AS�����̾���ASÓ��Ó�裫���Ԛ��w���a��ǣ����ֽ�ĽM�Ϲ�ˇ���˄�˹�t�Ͱ��ֽ�t�����ǃɂ����_�Ī����b�ã�Ҳ�ɺ϶���һ���Q��ͺϠt��
�ͺϠt�ǵ�20���o90������ڵ����M���g������AS�����̾����O���ٶ������ܺĵͣ��\���M�õ͡�ռ����e�٣��ҹ�˾�A���ڲ���AS�����̵�ȫؓ��ú�������ˇ�����H��ʡȥ�K�������O�䣬Ó���ϴ���������^�͵Ĝض����M�У����ҿ����Ó��ϴ��Ч�ʣ�������Դ���ĺ��\�гɱ����O��S������Ҳ���p�p��
1.4���̼���c��VASC����Ó��͇���ʽ���ϴ����ˇ
��1����ˇ���̺���
�����F��˾�����SĿǰ����ʹ�����̼���c��Ó��͇���ʽ���ϴ����ˇ��ԓ�b�����ձ������������M��Ԫ�M�ϵ�ú�������ˇ��ԓ�M�����̌��������̣������L�C���ú�����M�뇊��ʽ���Ó����Ȼ�K�䡢ϴ�����M��Ó���b�á�Ó������̼���c��Һ����ú���е��䣬Ó��Һ�c�ᰱˮ�Q����60����M��������������ܟ������������Ԛ��w�������������ݳ��M���軯��ֽ������ڴ��������������Ԛ��w�е��軯�䱻�ֽ⣬Ȼ���M��˄�˹�t���a��ǣ��˄�˹�t�ų���β�ⷵ�س�����ǰ��ú��ܵ��У�����������Ó�����Ԛ��w���̼���c��Һ����Ó����ѭ�hʹ�á����ֹÓ��Һ�и��a�}ķe�ۣ���ѭ�hÓ��Һ���B�m�������Ó��Һ�������UҺ�ֽ������M�П�ֽ⡣
��2����ˇ���c
����ˇ�x�Ç���ʽ���ȡ������ʽ���������ԭ�����̼���c���Ļ��A���������軯��ֽ����͏UҺ�ֽ�������¼��g��ʹ�h����Ⱦ���}�õ��˽�Q��������Ó��Һ���^�͵Ĝضȣ�60�����ң����������ʌ������b�ò��|��Ҫ����������̵͡�
2���R�ú�������ˇ�����Ľ�B
�҂�ͨ�^������4�NÓ��ˇ�ĺY�x�����_�������h�����o�ͽ���Ч���Ҫ��ˣ��҂��x���ˇ���ʽ������a���@+���̼��⛷�Ó��+�˄�˹�����aԪ����ĽM�Ϲ�ˇ,���Q���̼��⛷���
ԓ�����������L�����@���K�䡢ϴ����Ó������ա��ֱ����s�ȹ���M�ɣ��F�����@��Ó�������չ���Ĺ�ˇ�����c��ˇ���c��B�ں�
2.1����ʽ������a���@
�����������L����ĵ�ú�⽛ú���A�����M�뇊��ʽ������M�����ǰ�ҭh�ο��g��ú�������@ĸҺ������ú���еİ���ĸҺ�����������@��Ȼ�ɹ�ú��ϲ����M��������ң������@ĸҺ�������պ��M������ȵ����L�����������x��ú��A�������F�������K�䡢ϴ������
����¶��ϲ���ĸҺ��ĸҺѭ�h���B�m�������h���҇������������ѭ�hĸҺ�������½�����������¶εĵײ����ڴˣ�����ͨ�^ĸҺ�������\�ӣ�ʹ���w�L���M���w���ּ��������ýY���Ì��ײ������@�{Һ�������Y���ۡ�������M����������ĸҺ��Һ��M�����M���ۣ������ĸҺ������ĸҺ�A�ۣ���СĸҺ����������ĺ��҇��ܡ����⣬ĸҺ�A��߀�ɹ�����z�ޕr�A��ĸҺ֮�á�
�Y���۵����@�{Һ�����x�ęC���x���@������ݔ�͙C�����������������C���ß�՚������L��s���������@�A�������Q�������b�������@��Ʒ�졣�x�ęC�ĞVҺ�c�Y���M����ĸҺһͬ����������¶Ρ��������@�X���β�⽛���L���x�������L�C�ŷ������
���͎��́�����������������òۣ��������M���ۡ����܄�Ó�ӹ����́���Ó�Ӱ�ˮ�c���������ų��������Uˮ�Q����M������������ֱ����������������ͬ�r�AҺ�cÓ�Ӱ�ˮ��ϣ��Էֽ�̶��@��������픲��İ������ֿs�����M����������ֿs���е�����Һ��������������픲����������������Uˮ��Ó�Ӱ�ˮ�Q���ѭ�hˮ��s�����������b��̎��������ʽ������|�鲻�P䓣�ú��ϵ�y����С�����X�Y���w����,���̺��Ρ�
2.2���̼��⛷�ú��Ó��
��1����ˇ���̺���
�����@������ú�⣬�����M��K������s�����M��ϴ����ϴ����ϴ�������ú���M��Ó�������������۱�ϩ���ϣ�ú�����¶������������϶��c̼�����Һ�������|���ٽ���픲��F��������ú���еĴ�H2S��HCN�Ͳ���CO2���AҺ���գ������������¡�
H2S��K2CO3→KHS��KHCO3
HCN��K2CO3→KCN��KHCO3
CO2��K2CO3��H2O→2KHCO3
K2CO3��2HCN=2KCN+CO2+H2O
���������Ԛ��w��Ó��Һ�c�����������ğ�ؚҺ�Q�����픲��M������������������������գ�13.3��20.0kPa���͜أ�50��60�棩���\�С���Ó�������ϵ�y���ڵ͜ص͉����\�У����g�Եͣ����O����|Ҫ�ߣ��������������������O����|��̼䓡���Һ�c��������������ˮ�������|ʹ���Ԛ��w�������䷴�����£�
KHS��KHCO3→H2S��K2CO3
KCN+KHCO3→HCN+K2CO3
2KHCO3→CO2+K2CO3+H2O
�������ğ�Դ����ѭ�h��ˮ���ʲ��������������ʡ����Դ���������ؚҺ��ؚ��Һ�Q�����s����s����픲��M��������ѭ�hʹ�á�������픳��������Ԛ��w�M��������s������ˮ����ձÌ����Ԛ��w��������չ��Ρ�Ó�������ú��ȥú���Ñ�������HCN��ϴ���^�����c�����F������ķ�������KCNS��K4Fe(CN)6���}�������@�����}���Ó��Һ�е��۷e��������Ų���Ó��Һ��
�鱣�C������ú���е��京��С��0.1g/m3�����̼��⛷����Ãɶ����պ̓ɶ������ķ�ʽ����Ó��Һ����Ҋ�D1��
��D1��ʾ��Ó��Һ�֞�ɹ�����������픲�������һ�ɽ�ؚ��Һ�Q�����c��ؚҺ�Q�ᣬ��һ�ɽ���ؚҺ��Һ�Q�����c��ؚҺ�Q���Ҳ�M��������픲���ؚҺ���������׳�����Q�����s������Ó����픲���������ؚҺ���������в�������Q�����s������Ó�����¶ε����Մ���Ó����������������ɶ�����������Һ������������ȵõ����������Ԛ��w����������ݳ���������s����s���M���Һ���x��������Һ�ķ��x���ײ���������Һ�ۣ����Ԛ��w����ձó������˄�˹�b�û�����ǡ��������еĻ��W�������£�
2KHCO3��K2CO3��CO2��H2O
2KHS��CO2��H2O=K2CO3+2H2S
KCN��KHCO3��K2CO3��HCN
�D2��ɶ����պ�һ�����������̼��⛷���ú��Ó��ˇ���̈D��
Ó�����ĸ�Һ��ؚ��Һ�Q�����c��ؚҺ�Q����M��������픲������������׳���ğ�ؚҺ���Q�����s������Ó�����¶·�������Ó�����¶�Ó����ú�⺬�䣼0.5g/m3,�M���ϲ���NaOHϴ��Σ��ڴ���5%��NaOH��Һ����ú���е��䣬��ʹ��ú���е��京����0.3g/m3��ϴ��ú���ďU�AҺ�������������ڷֽ�ʣ�ఱˮ�еĹ̶��@��Ó���������ɶΣ��϶ΰ��b�������塢�¶Ξ����ϡ���������һ����������
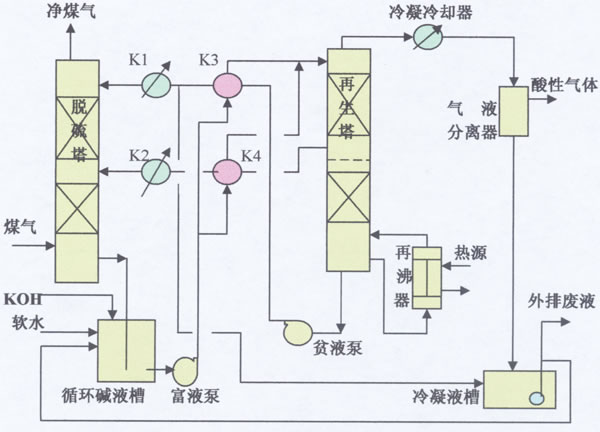 |
�D1 �ɶ����պ̓ɶ����������̼��⛷�����
���D�У�K1��K2����s����K3��ؚ��Һ�Q������K4���ؚҺ��Һ�Q��������
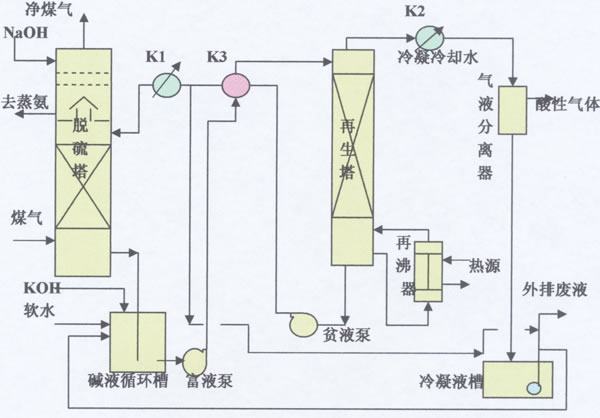 |
�D2 �ɶ����պ�һ�����������̼��⛷�����
���D�У�K1����s����K2��������s����K3��ؚ��Һ�Q��������
�C���������ɷN���̼��⛷���ú��Ó��ˇ�ą^�e�H����Ó�����Ƿ���NaOHϴ��Ρ��ҹ�˾�����Ñ��������x���˃�ú��H2S��0.25g/m3�����̼��⛷����䱣�Cֵ���ú���е�H2S��0.3g/m3��
2.3���̼��⛷��IJ���Ҫ�c
��1�����՜ض�
�M��Ó������ú��ضȲ��ܸ���30�棬�Կ�����25��27���^���m�ˡ�
��2������Һ�M��
����ؚ����Һ�|����Ó����������������c�������ѭ�hÓ��Һ�е�K2S203��KCNS��K4Fe(CN)6�Ȳ����������a�}ĺ�����ͨ�^����ؚҺ���a��KOH��ܛˮ�ȴ�ʩ���{��Ó��Һ���|�����Ԍ�Ó��Һ�е�K2CO3�Ͳ��������ĸ��}�������������������ȡ�
��3�������^�̵IJ��������͜ضȿ���
���������IJ������������OӋҪ��ֱ��Ӱ�����Ч�����������IJ����ضȸ����OӋҪ�����Ԛ��w�е�ˮ�������S֮���ӣ�Ӱ푺��m��������a������
2.4���̼��⛷�Ó���b��Ͷ�a�Б�ע��Ć��}
��1�����乤��
���_�����ڣ������O�䱾�톖�}��������ԭ��ϴ��Ч�������룬����ú���е����D�Ƶ����m���������Sú���M��Ó�������c�����s�|�ȳ��e���O���c�ܵ��ȣ�������ձú���s����
��2��ϴ������
�_�����ڣ�ϴ������ú��A����ϴ���^�࣬���Ó��ѭ�hҺ����ϴ�Ͷ�ʹ���ɫ׃�ڣ����Hֱ��Ӱ�Ó��Ч�ʣ�����ʹ��������ݳ������Ԛ��w��Ҳ����ϴ�ͣ�����ձúͿ˄�˹������b�������\����ɇ���Ӱ푡������ǿ˄�˹�t�IJ���ȫȼ����ϴ�ͼ�����N�ڴ����������®a���ߜ��ѽ⣬��ʹ��������e̼�����´���ʧ���������M���������^�̚��к��ж�期N�������������������ۺϲ��e���ڴ������棬ʹ����ʧ�߀�������������������ɶ�נ��ɫ�������������������
��3��ú��Ó����
��������KÓ���õ�NaOH��Һ�M��K2CO3��Һ�У���t�����OӋ�������������Ӱ푺����c�x�ӵ�K2CO3��Һ���������Ķ�Ӱ�Ó��Ч����ͬ�r��ʹKOH�������������@�������_�����ڣ��O��ܵ��ȵ��F�P���^�࣬���cK2CO3����K4Fe(CN)6��ͨ�^�������ŏUҺ�����a��KOH��ܛˮ�M���{������ؚҺ�е�K2CO3���}�������������������ȡ�
��4���x������
������b�õ��i�c�ࡢ���Ə��s�����O��ăx���ӿڡ��x���x�͡����bλ�á���ᡢ������ʩ���ȸ��h����Ҫ�߶���ҕ���Ķ�����Ͷ�a�r���������a�г��F����ȱʧ����ƫ��Ć��}��
2.5�˄�˹�b�û������
��1����ˇ����
����Ó��������Ԛ��w�������{�����M��˄�˹�t������1/3�M��˄�˹�t��ȼ������H2S�c�՚���ȼ������SO2������2/3ֱ���M��˄�˹�t���ڴˣ�H2S�cȼ��������SO2��������Ԫ��������Ҫ�������£�
H2S��3/2O2→SO2��H2O
2H2S��SO2→3S��2H2O
���Ԛ��w�е�NH3��HCN�ȵ������ڸߜ�߀ԭ��պʹ����������·����ֽ��H2��N2��CO���N�����Ҳ����ȫ�ֽ��ȼ�����˄�˹�t�еĸߜ���Ҫ�������W��������S�֣������Ԛ��w�е�H2S�����^�͕r�������a������ú�⡣�Ŀ˄�˹�t�ų��ĸߜ��^�̚⽛�U��偠t��s������������Һ�B�U��偠t���յğ������a0.2MPa���������ďU��偠t���ŵ��^�̚����Ժ���H2S�cSO2���B�m����μ��˄�˹�������У��Mһ��ʹH2S�cSO2�ķ���څ����ȫ�������������������x�����x��Һ�����ۅR��Һ���A�ۣ������ñó�������YƬ�C��ȡ���w��ǣ��b���Q�������N����ˇ����Ҋ�D3��
�ɷ��x���ų����^�̚�Q��˄�˹β�⣬�ضȼs154�棬���^�̚���s�������ⲿ�ܵ�������ѭ�h��ˮ������s��������ú��Ě�Һ���x��ǰ����ú��ܵ��С��U��偠t����ܛˮ���ⲿ�́��������M��偠t��ˮ̎���ۣ��ۃ���ֱ����������Ó�⣬��ʹ偠t��ˮ���Ϙ˜ʣ���ԇ������ˮ�м��뻯�Wԇ������̎�����ܛˮ�ñó������U��偠t���˄�˹�t�b�л���Oҕ�������O�а�ȫ�P�]�C���������F�������՚�����̫С��ú�⡢�՚≺���^�ͻ�偠tҺλ�^�͵Ȳ�������B�r���˄�˹�t���Ԅ��P�]�����Ԛ��w��������ǰú��ܡ�
��2����ˇ���c
���Ԛ��w���ò���ȼ�����c�μ��D���Ŀ˄�˹��ˇ��H2S���D���ʞ�87%,��ǵļ��ȸ��_99.50%�������O���ЏU��偠t�͓Q������������ȵ������^�̚�����ᣬ��ʡ����Դ��������b�õğ�Ч�ʡ����Ԛ��w�е�NH3��HCN�͟N���ȫ�ֽ��ȼ������Ч�ر������@�}�ͷe̼��������Ӱ푡��˄�˹β�ⷵ����ú��ܵ�������Ⱦ��⣬߀���^�m����β����ʣ���H2S�����ȼ�ɷ�Ҳ�õ�����Ч���á�
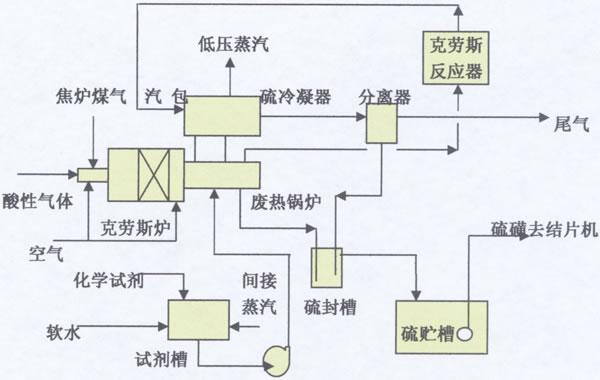 |
�D3 �ÿ˄�˹�b�Ï����Ԛ��w�л�����ǵ����̈D
3��� ^ú�������ˇ�Ĺ��ܜp�Ŵ�ʩ
(1)���乤��
���乤���OӋ�в������R䓽��h�ļ��g���������ý��tú�������^���Юa��������Һ�����x��ˮ���a���������ϴ��Һ�������˲��ú�ˮ���ͣ���Q���Һ�����������������ğ�ؓ���Լ�ݔ�ͺ�ˮ��������Ą������ġ�����Һ�ۼ���������Һ�A�ۡ�ú��ˮ��ۺ���ˮ���x���Ĺ��ܡ�����������Һ�ۺͽ��Ͱ�ˮ���x�۵�λ�����Һ���з��x���İ�ˮ�������뽹�Ͱ�ˮ���x�ۣ��p����ݔ�Ͱ�ˮ����Ą������ġ�ͬ�r��ԓ���g����������OӋ�˸��O���λ����N���|��ݔ�ͱM���ܵ�����������ʽ�����Î���Һ�P�����ΙM��ʽ�����������϶��飺��ˮ�Ρ�ѭ�hˮ�κ͵͜�ˮ�Σ���������˽��tú��ğ�������������������ɶήa����ú������Һ�ų����M���ܵp���˳���������ɶε���sˮ���������p���ˌ����ğ�����ˮ���ŷ��Լ���ȡ�͜�ˮ����Ą������ġ��ڹ�ˇ�ܵ����OӋ�г�ֿ��]�����a�еđ���������ʹ�������\���в��ٳ��F��������������l��ʹ��������ߺͽ������Q���������¹�ˇ���F���O�䔵�����ٺ��ܺ���ͣ�ͬ�r��������˲������˵Ąڄӏ��ȡ�����220�f������Ľ��t�M��ú��̎������13�fm3/h,ÿ��ɹ��s���208�fkWh����ˮ16�fm3������1.1�ft�����՟���221TJ��ÿ�꽵�͵Ĺ����ܺ��ۺϘ˜�ú12091����
��2��ú����L�C
���M���_KK&K��˾�Ĺ��L�C���Mؓ���\�Еr��������ĵ���660kW���_������ǰ�����{���������\��ƽ���������{���`�������ھS�ޡ�
��3����ˮ�����o�÷��x�Ľ��Ͱ�ˮ���x����
������A���F���o�÷��x�ۺͽ���������ýY�Ϲ��w�úͳ����x�ęC���������������@�õĽ��ͺ�ˮ�͡�ѭ�h��ˮ�����١�����������͂�ú����r�����\ݔ��ͬ�r��Q�ˌ��F����⡢�������Ⱦ�������^�̓���ָ����һ�Ă��y�Cе�����Ͱ�ˮ����۵������ò��
��4���K�乤��
���������˽K�乤����x����ú������Һ���p�����@�������a��ܛˮ�����Ȝp���˽��tú����������ʣ�ఱˮ�����������p������������ˮ̎������ďUˮ̎����������ú��̎������13�fm3/h���b�ã�ÿ��ɹ��s���5.26�fkWh����ˮ12.9�fm3������2.01�ft���ۺϘ˜�ú2456����ͬ�r������ˮ����̎����̎���M��8Ԫ����Ӌ��ÿ�깝�s��ˮ̎���M�üs103�fԪ
��5���O����a���ɹ�
����չ����еďU��偠t��ԭ�OӋ�U��偠t�c����������һ�w�ģ��҂�������·�����ȡ���ⷽ�_�J���ѳɹ��������b���ϣ����·���������ϏU��偠tҲ���B�m�\����13�ꡣ���_�l�Ĵ���Ҳ�ѳɹ��ؑ�����1300��İ��ֽ����ϣ��M���h����2005������M�r�����_�l�Ŀ˄�˹�t���rҲ�ɹ��ؑ��������b���ϡ�

ʹ����“��һ��”��������“���v�h���W”




