


�⸡-AB��ˇ̎��ʳƷ�ӹ��Uˮ���̰���
1 ˮ�|ˮ��
ijʳƷ���a��I��Ҫ���a������Ʒ�����b��ϡ���������Ϻͷ�����ϵ��ʳƷ���Uˮ��Ҫ���ԁ��ϼӹ��^�̵���ϴ�Uˮ���Uˮˮ����50-120m3/d���OӋˮ������120m3/d���Uˮ�����a܇�g�Ȳ������D��ź����������Oʩ���ų��������S���ṩ���Y�ϣ��Y�ό���Ҝy�����õ��Uˮˮ�|Ҋ��1���������حh�����T��Ҫ��ԓ��I��ˮ�ŷ�Ҫ���_��GB8978-1996����ˮ�C���ŷŘ˜ʡ��Ķ����˜ʷ����ŷš�
|
2 �Uˮ̎����ˇ
2.1 �������c
��ԓ�S�Uˮ����ˮ��С���ЙC��͑Ҹ������^�ߣ��ŷ�ˮ��ȡ�ˮ������������c���Uˮ����Ҫ�ɷ��ڿ������オ���ЙC�������o�����c�������ã������^�õĿ������ԡ�
��ԓ����Ҫ���ھo��Ͷ�Y�١�����Ҫ����ԭ��������ˮ�ػ�����׃�ėl���£��M���������г��w���M�и����OӋ��
2.2 AB����̎��
AB�����������オ�ⷨ�ĺ��Q����������ؓ�����^�ߵ�A�κ�����ؓ�����^�͵�B�ζ�����������ϵ�y���M�ɣ����քe�Ъ������������ϵ�y���ͳ�Ҏ�������෨��ȣ�AB�������������c����A��B�ɶ��и��Ԫ��ص�����Ⱥ�w������̎��Ч����������AB��ˇ��CODcr��BOD5��SS��N��P��ȥ����һ������ڳ�Ҏ�������෨����A��ؓ�ɸ��_2-6kg[BOD5]/(kS[MLSS]·d)�����к��Ŀ��_��ؓ��������ͬ�r���Ќ�pHֵ���ж���Ӱ푵ľ��_��������A�λ����������������^������������ˮ��ijЩ�ؽ��١��y�����ЙC���Լ�������ֲ���ԠI�B���|��
����ˇ����̎������AB����ͨ�^�������������ֽ�ͳ��������ã����^�͵��ܺ�ȡ���^�ߵ�̎��Ч�ʣ��@�����õij�ˮˮ�|��
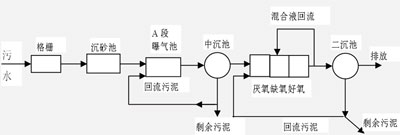
2.3 ̎����ˇ����
�Uˮ̎����ˇ����Ҋ�D1
 |
������ˇ�и���λ�ų�������ͨ�^������s�؝�s��Óˮ̎��ϵ�y̎�������\��������s������Һ��Óˮϵ�y�V��Һ��ϵ�y̎����
3 ��������Ҫ�OӋ����
3.1 �{����
�b��ԓ̎��վԭ���e��ˮ�أ���ƽ��ߴ��8.0mx3.8 m����Чˮ��1.95 m����Ч��ˮ�ݷe��60m3���t�ɵõ���ˮ��ͣ���r�g��12h���M�㌦ˮ�����{��Ҫ����ˌ�ԓ���M�и��켴���������鱾��ˇ���{���ء����ֹ��Ⱦ��������_��ˮ�|�������ã��{���ز��ÿ՚┇�衣
3.2 �⸡��
�����Ȟ�30%���OӋˮ��ͣ���r�g��40min��ԓ�O���һ�w���O�䣬���w�ߴ��5.7m×4.6m����Чˮ��1.8 m�������^Ͷ�Ӿۺ��Ȼ��X(PAC)�������Mˮˮ�|����ˮˮ�|�{����ˎ����Ͷ������40—60 mg/L��
3.3 AB���������
AB����Чͣ���r�g��19��8h��A���OӋؓ�ɞ�2.2—2.7 kg[CODcr]/(m3·d)����Чͣ���r�g��8.2 h��B���OӋؓ�ɞ�0.08-0.38 kg[CODcr]/(m3·d)����Чͣ���r�g��11.6h�����������ȡ150%�����ù��L�ؚ⣬�՚⽛ƽ��ʽ���ؚ����M��ˮ�У���ˮ�Ȟ�15��1��
3.4 ����̎��
AB�ɶήa����ʣ������͚⸡�ظ���һ������������s�أ�����Ч�ݷe��39m3����s�س����ɉ��V�C���V�����Ȼ�����\̎�á�
4 ̎��Ч�������g����ָ��
4.1 ̎��Ч��
��������2001��12��Ͷ��ԇ�\�У�����̎���ľ��N��Դ��ԓ�кӖ|��ˮ̎��S�����^3���µĹ����{ԇ�M�뷀���\�Р�B�������Ч������ԓ�Эh���O�yվ��ԓ�S���a�Uˮ�M���˙z�y���Y��������CODcr��SS��BOD5��NH3-N����ֲ���͵�ƽ��ֵ�����ϡ���ˮ�C���ŷŘ˜ʡ�(GB8978-1996)���PҎ�����z�y�Y��Ҋ��2���M��ˮ��ȡ���c�քe��ԓ̎��վ���Mˮ�ںͳ�ˮ��̎��
��2 �Uˮ�z�y�Y�����u�r
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4.2 ���g����ָ��
�Uˮ̎��������Ҫ���g����ָ��Ҋ��3��
��3 ��Ҫ���g����ָ��
|
5 �YՓ
���û����⸡-AB���M�Ϲ�ˇ̎��ʳƷ���a�Uˮ�����^���̌��`�\�б�����ԓ��ˇ����̎��Ч���ã��\�з��������c�����⸡���c����Y�����������͵�ȥ���_���˸��õ�Ч�������������Ⱦָ��Ҳ�����_��GB8978-1996����ˮ�C���ŷŘ˜ʡ��Ķ����˜ʣ���һ�Nֵ����ԓ�ИI�ƏV��ˮ̎�����g��

ʹ����“��һ��”��������“���v�h���W”




