


���������a���I�Uˮ̎��
ժҪ������UBF+CASϵ�y���tˎ���a�Uˮ�M����̎�������̌��`������UBF+CASϵ�y���tˎ���a�Uˮ̎��Ч���^�ã��\�з�������������p�ˏUˮ�е��ЙC�ﺬ�����UˮCOD��ȥ���ʳ��^96�� ���ŷų�ˮ���χ�����ˮ�C���ŷŘ˜�(GB8978—1996)��Ҫ��
�P�I�~���tˎ�Uˮ�������ͺϴ���������ѭ�h�������෨
�췽ˎ�I�Ǽ�ԭ�����a���Ƅ��ӹ������I�Q�ס������_�l��һ�w�ľC���Դ����tˎ��I��ÿ�����a��������ù�ء��W������ù�ء��tù�ء�������tù�ء�������ù�ء�����ù�صȿ�����ԭ��ˎ800�������N�Ƅ�200��N��aֵ10�|Ԫ���@Щ�aƷ���a�^���Юa���˴����ĸߝ���ЙC�Uˮ�����˸�Ч��̎���@Щ�Uˮ�������_���ŷţ��҂�ͨ�^�Ŭ�����D��̽�������˴�����Сԇ����ԇ���l�F�����ͺϴ���������ѭ�h�������෨̎���@Щ�UˮЧ���^�ã���Ͷ����Y�M������ˮ̎�����̽��O��������Ĺ����\�нY���C���������ͺϴ���������ѭ�h�������෨��̎���tˎ�Uˮϵ�y�\��ƽ����̎��Ч�ʸ� (CODȥ���ʳ��^9§ )�����ܛ_��ؓ����������̎����Uˮ�����_���ŷš���̎���ߝ���tˎ���a�ЙC�Uˮ�����빤ˇ��
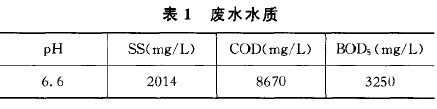
1 �Uˮˮ�|��ˮ��
�ҹ�˾ˎƷ���a�аl�͡���ȡ�����W�ϳɵȹ������aԭ���ϳ����r���aƷ���⣬߀�д������ЙC�܄��ȣ�ÿ��Uˮ�a����6000m ��̎���y���^�� ����ϏUˮˮ�|Ҋ��1��
 |
2 ��ˇ���̼����c
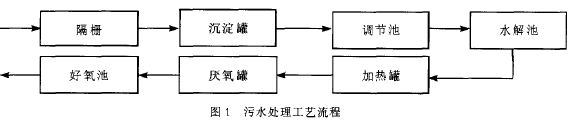
2��1 ��ˇ����
���ڏUˮ�ɷ֏��s��COD��ȸߣ�̎���y�ȴ��˹��̵Ŀɿ��Ժ��OӋ�ĺ����ԣ�����Сԇ����ԇ�о��Y���Լ����̽��_����̎����ˇ����Ҋ�D1��
 |
2��2 ��ˇ���c
���Uˮ̎���������A̎��ϵ�y(�������š������ء��{����)����������̎��ϵ�y(����ˮ���ữ�ء�������)�ͺ�������̎��ϵ�y�M�ɣ���ˇ���c�飺
(1)���Ų��ÙCе���Dʽ���ţ����Գ�ȥ�Uˮ�������еĹ��w�s���ֹ���m�ܵ���ˮ�ö�����
(2)�����ز����Q��ʽ�����أ�����������ʹ�Uˮ�е��w���Ҹ��������ȥ���Uˮ�К����đҸ��
(3)�{�����O�л����ã��ܲ�����M�{���ȏUˮ����ѭ�h�����о���ˮ�|ˮ�������ã�����m������̎�턓��ʮ�������ėl������Ч���������̎��ϵ�y�Ŀɿ��Ժ��\�еķ����ԡ�
(4)ˮ���ữ�� �ڹ��̑����п��х��������^�̷֞�ɂ��A�Σ�~2,33��һ�A�������l���A�Σ��ЙC����ˮ��a�Ἒ���������·ֽ��֬���ἰ�����a��ڶ��A���Ǽ��黯�l���A�Σ�֬�����ڮa���鼚�����������D����CH ��CO���Ȯa��ữˮ������酒�������巴��������䓽�������Y����1����2�M��ÿ�M��3��ÿ���²����F�ζ����F�ζ��ײ��O������ѭ�h�ܣ������ų�ʣ��������M�����������ÿ�������^�������^���ݷe�Ȟ�1�� 3����3���������^�ϲ��O��2m �ߵď������w���ϣ��ȔU���˷������ݷe������ˮ����B�͂��|Ч�����������ڏ�������Ч������ֹ������ʧ���Uˮ����һЩ���������������������õIJ��֚�����ˎƷ�M�ֺ��y����Ĵ�������|���Uˮ�M��ˮ���ữ����������Nˮ����܉�Ѵ�����ЙC���D����С�����ЙC���������ˎƷ�Ķ��ԣ���ߏUˮ�Ŀ������ԣ����^���l�͵ďUˮ���M��UBF�܉��M�������ļ���l�͡�
(5)�ӟ�ޣ�����50m ��λ���P䓹ޣ��߶Ȟ�17m��ˮ���^�͕r�ڹރ����������Uˮ�M�мӟᣬ���օ������Mˮ�ضȞ�30—35�� ���ރȏUˮ����λ������녒���ޣ����C���Mˮˮ��ƽ���͉����㶨��
(6)�����ͺϴ���������UASB+AF(UBF)�ǽ�����_�l�����͏ͺ��ͅ������ﷴ��������������ʽ�������ലUASB�ͅ����V��AF�ă��c��
���������܉��γ��w�����������Ĥ�M�ɵą�������ϵ�y�������ݷeؓ�ɺ��ЙC��ȥ���ʸߣ��͛_�����������\�з��������� ]���҂�ʹ�õą����ͺϴ���������䓽Y����������ֱ��8m����12m���ײ��鲼ˮ�^����ˮ�^�ϲ��酒���w�����ല���ڷ��������в��O��2m �ߵ�������V������픲���������x������ˮ�b�á����������Ϳ��4mm��Ĺ����}�z���ԾS�ֹރȜضȣ�ʹ�a������ͮa���������ѭh���ض��M�д��x����ֽ����ЙC������̎���O���λ�ݷe��������������N������˷������е�ˮ���l���������˷������������c���|֮�g�Ă��|���ã������ЙC����ďUˮ�������:���Ă��f�^�̣��������õ��������L�h������������Ⱥ�w�����L��B�������������Bϵ�y�ķ����ԡ�
(7)��������̎��������ѭ�h��������ϵ�y (CAS)��CAS�����û���������|�e��������Փ[5]���������x�����c�gЪʽ�������෨�����ЙC�Y���о��_�l������Ч��������̎�����g��CAS ��Ҫ�����������������������x����ԭ��������λ�ڷ�����ǰ�˵��A�����^���������x�������Mˮ���ЙC���M�п����������������ã������̎��Ч�ʣ�������ϵ�y�\�еķ����ԣ���׃�ݷe���\�������ϵ�y��ˮ�|ˮ��׃�����m���ԺͲ������`���ԣ��������ﷴ�������Wԭ����ʹ�Uˮ�ڷ������ȵ����ӳʬF�����w�������ڲ�ͬ�^��Ȟ���ȫ��ϵď��s���B�����H���C�˷�����̎��Ч��������������ݷe�����ʣ�ͨ�^�����ﷴ�����ʵĿ��ƣ�ʹ�������Ժ�����ȱ������������ѭ�h�\�У�����N࣬�������Ï����\���M�õ͡�
�҂����ÃɽMCAS��������ÿ���سߴ���L 37m��10m��5m�������A�����^�L��7m���ײ��ؚ�����������ؚ�����
3 �����\����
���`�C��������UBF+CAS��ˇ̎���ҏS�UˮЧ���^�ã�COD��������Ⱦ��ȥ���ʸߣ����h�����T�O�y�������Ⱦ���ŷŝ�ȶ�����Ҏ�����ŷŘ˜ʣ��O�y�Y��Ҋ��3��
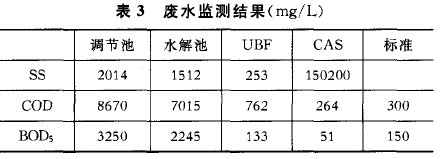 |
�ɱ�3���Կ���������UBF+CASS��ˇ̎���tˎ���������a�Uˮ��̎��Ч�ʸߣ�������ˮ�ܷ����_���ŷţ��Ƿdz������̎����ˇ��
4 �����\�������
����ˮ̎��ϵ�y���̿�Ͷ�Y��4336�fԪ��늺ģ����b�C����280kW��ÿ����280×24×365 = 2452800�ȣ���M�r0��47Ԫ���ȣ�ÿ����M115�fԪ��������18000������×72Ԫ����һ130�fԪ��ˎ���� 18������×36000Ԫ����һ64��8�fԪ�����Y��35��× 10000Ԫ����x��һ35�fԪ���ԁ�ˮ��36�f������x2 Ԫ����һ72�fԪ�����Ϻ�Ӌ�M��416��8�fԪ����ȥ���f�M�⣬��ˮ̎���M�Þ�416��8�fԪ��(6000������ ×365��)һ1��9Ԫ������
�����īI��
[1] ��܊��������ȣ������ع��I�Uˮ����̎�����g�ĬF���cչ�� [J]���h���ƌW��1997��18(3)��27��
[2] �R���g���Uˮ�ą�������̎��[M]���������Ї��p���I�����磮 1998��
[3] ��h�࣬��S������������ˇ���õ����u[J]���oˮ��ˮ�� 1993��7��
[4] ꐘI䓣�����r���ͺυ��������������a�Կ��ن����о�[J]���oˮ��ˮ��2002��28(11)��8��
[5] �O���x���c���£�ѭ�hʽ�������෨�Ĺ�ˇ���Լ��䑪��[J]�����Iˮ̎����2003��23(5)��5—8��

ʹ����“��һ��”��������“���v�h���W”




