


AADR-A��O��ˇ̎���^�����ˎ�Uˮ
ժҪ�� ��B�˿����ػ��Խ��ⷴ����(Antibiotic activity degradation reactor�����QAADR)-A��O��ˇ̎���^�����ˎ�Uˮ���OӋ���\�С����\�б�����ԓ��ˇ����̎��Ч�ʸߡ��\�з����������������ε����c���ҳ�ˮˮ�|�_���ˡ���ˮ�C���ŷŘ˜ʡ�(GB 8978-1996)�еĶ���Ҫ��ˇ�����\�к��̎���M�Þ�2��33 Ԫ��m3��
�P�I�~�� �^�����ˎ�Uˮ, AADR, A��O,̎�����g,�\���M��
��������Â��y������̎������̎��ù�����ˎ�Uˮ���о��͌��H�����\���^�࣬�����ÿ����ػ��Խ��ⷴ����(Antibiotic activity degradation reac— tor�����QAADR)һA��O��ˇ̎���^�����ˎ�Uˮ�Č��H�����\�ÅsδҊ�����ɽ�|�R������ȊW��ˎ����˾��Ҫ���a7һACAϵ���^�߾���ԭ��ˎ (���a�������_600 t��a)��ԓ��˾��1998�꽨����һ��̎��������2 400 m ��d�ďUˮ̎���Oʩ����Ͷ���\���ԁ�����ˇ�\�з�������ˮˮ�|�_�����OӋҪ��
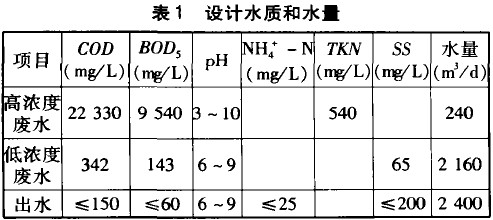
1 �OӋˮ����ˮ�|
�R������ȊW��ˎ����˾�����a�Uˮ�ָߡ��͝�ȃɲ��֣��ߝ�ȏUˮ��Ҫ��Դ����܇�g(��Ҫ���a�^���������^����ͪ���͝�ȏUˮ�t��Ҫ����sˮ�����}ˮ��������ˮ����ϴˮ���OӋˮ����ˮ�|Ҋ��1��
 |
2 ��ˇ����
2��1 ��ˇ���̵��x��
�R������ȊW��ˎ�Uˮ�����ЙC���ȸߡ����ﶾ�ԏ�������̎�������y���^��ˣ���������Ľ��x������M��AADR—A��O��ˇ̎�����g����̎��������D1��ʾ��
 |
2��2 ���c
�� �ߝ�ȏUˮ�Ƚ��^AADR�����b�ã�ͬ�r�ڴ��b���м���NaOH�{���Uˮ��pHֵ��1Oһ 11���o�÷���8 h��Uˮ�е��ЙC���ﶾ�����|ʧȥ�˻��ԣ��ټ����{��pHֵ�����Ժ��c�͝�ȏUˮһ���M��A��O�ء�
�� A��O���g����ȱ���l����ʹ�Uˮ��һЩ�y�����ЙC��ֽ⣬�Ķ������ں��m�ĺ�������̎�������������A��������ȱ���l���£��������ƻ��������нz��������L��Ҳ�����ڹ�ˇ�ķ����\�С�
�� ���]���Mˮ����^�ߕ����º�����ǰ��ؓ���^�߶�������ϵ�y�ķ����\�У��ʌ�A��O���OӋ�ɃɽM��ÿ�M���ІΪ��Ļ���ϵ�y�������r��ͨ�^�y�T�ГQ��ʹ��ȿ��Դ��\�У�Ҳ���Բ��\�У��錍�H�\�й��펧�����`���ԡ�
�� ʣ��������ú���?Ф���p��̎�����䃞�c�DZȅ�������Ͷ�Yʡ���\�й������㣬������֮̎�Ǻ��ܡ�
2��3 ��Ҫ���g����
�� �{����
�ߝ���{���أ�1����HRT��40 h����Ч�ݷe�� 400 m �����ÙCе���衣
�͝���{���أ�1����HRT��3��3 h����Ч�ݷe�� 300 m �����ÿ՚┇�衣
�� �����ػ��Խ���أ�2������ʹ�ã���Ч�ݷe��141 m ���أ����ÙCе���衣
�� A��O�أ��ɽM��������HRT��18 h(���\��)����Ч�ݷe��1 800 m ���أ����L���ؚ⡣
�� �����أ�������HRT��6��4 h���γسߴ�� 018��0 m×3��1 m�����O�������C��
�� �������������أ�1������Ч�ݷe��1 600 m ��
�� ������s�أ�1����09��0 m×4��3 m
3 �Y���c����
��1998��Ͷ���\���ԁ�������̎��ϵ�y�\�з��������_�����OӋҪ���\�нY��Ҋ��2��
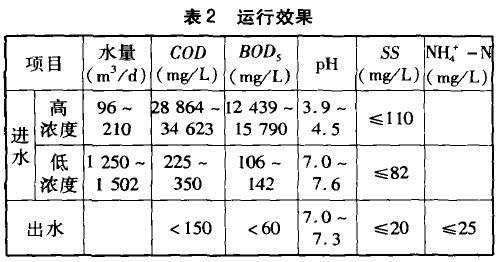 |
�ɱ�2��֪����COD��BOD ��ȥ���ʾ����^ 95�� ������ԓ��ˇȥ��Ч���á�Ч�ʸߡ��� ���a�^����ͪ�r�a���ďUˮ�е�TKN�������a�����r�� TKN��ʹ��ԓ��ˇ��ˮ�е�NH4+��N������^��IJ�e���\�нY��������̎����ͪ�Uˮ�r�ij�ˮ�� NH4+һN�^�ߣ�̎�������Uˮ�r�ij�ˮ��NH4+һN �^�ͣ������ߵij�ˮNH4+һN≤25 mg��L�����_���OӋҪ�۸ߝ�ȏUˮ��pHֵ��10��11�ėl�����o�÷���8 h�����{��pHֵ�����Ժ��M�������̎���ij�ˮһֱ����������ԭˮ�е����ﶾ�����|�ڴ˗l���±�������Ԅ����p�٣��f���ӉA�p���ķ����ǿ��еġ���ԭˮ�е�COD������2 889�� 7 557 kg��d�����OӋ�MˮCOD������6 098 kg��d������ԓ��ˇ�������_�����OӋؓ�ɵ�Ҫ��
4 ��������
��M��8�f �£�ˎ���M��1�f �£��˹��M��1 500 (��·��)×10��=1��5�f �£�̎������1 500 m ��d���t�Uˮ̎���M�Þ�2��33 m (�� 30 dL����Ӌ��)��
5 �Y�Z
�� �\�б������^�����ˎ�Uˮ����AADR— A��O̎����ˇ������̎��Ч�ʸߡ���ˇ�\�з����Ͳ����������ε����c���ҳ�ˮˮ�|�_�����OӋҪ��
�� �^��Uˮ�е����ﶾ�����|��pHֵ�� 10��1 1�ĉA�ԗl���¶��Ա����⣬����m����̎�턓���������l����
�� ����ԓ��ˇ̎���^����ͪ�Uˮ�r����ˮ�е�NH4+һN������^�ߣ���Ҫ�_��GB 8978-1996 �е�һ���ŷŘ˜ʣ�߀�����Mһ�����о���

ʹ����“��һ��”��������“���v�h���W”




