�_ɽͿ�b��ˮ̎���O�����M����
 |
�˚⣺1577 �l���r�g��2018-07-24 15:59 �P�I�~�����Ϳ�ϏUˮ̎������ ���Ϳ����ˮ̎��S�� ���Ϳ�ϏUˮ��ô̎�� �aƷ��̖��lytt �����I��ˮ̎�� �aƷ�r��39800 ���˽����aƷԔ�飬Ո |
�����L��ij��܇������a��I��Ϳ�b��ˇ���Ȍ�Ϳ�bǰ̎��Uˮ���Ӿ�Uˮ������Uˮ�քe�M���A̎�����ٌ�����A̎��Uˮ���^ˮ���ữ- Ĥ���ﷴ�����M��̎����̎����ˮ�|Ҫ�_��GB 8978��1996�е�һ���˜ʡ�
1 ���̸śr
1.1 ˮ�|ˮ��
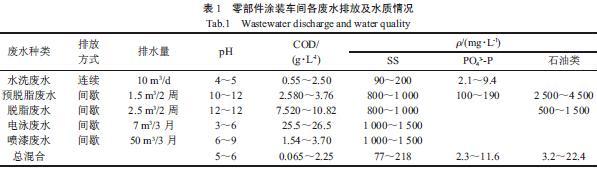
����ԓ��˾Ϳ�b���a��ˇ��Ҫ�������\�м�ͣ���ĕr�g��ͬ����������ϴ�Uˮ�B�m�ŷ��⣬����Ϳ�b�Uˮ����Һ�������gЪ�ŷš�����Ϳ�b���a�^���и�����a���ďUˮ�ɷݺ͝�Ȳ�����ŷşoҎ�ɣ���������Ϳ�b�Uˮ��ˮ�|��ˮ��׃���ܴ�ԓ��˾��ˮ�|��ˮ����rҊ��1��
1.2 ��ˇ����
Ϳ�b�Uˮ�к��еĸ߷��Ә�֬���͡���ϵ����|�ڱ�����Ԅ������������£�ͨ�����z�w��ʽ��ɢ��ˮ�У���ˣ���Ϳ�b�Uˮ��̎���^���п���ͨ�^�����ķ�����Ч��ȥ���@Щ��Ⱦ���|��
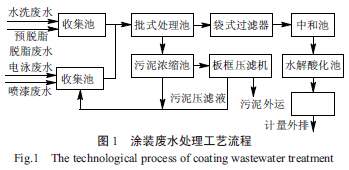
�ڹ����OӋ��Ҫ��ҕˮ�|�ľ����ԣ���t���ܕ����ϵ�y�\�еIJ��������������\�С�����Ϳ�b�Uˮ��ˮ�|׃����ˮ���oҎ�ɣ������ԓ�����OӋ�в��Ì�Ϳ�b�Uˮ���|����̎�����ٻ��ͨ�^ˮ���ữ��Ĥ���ﷴ������MBR���b���M������̎���ķ�ʽ����Ϳ�b�Uˮ̎����ˇ����Ҋ�D1��
1.3 �OӋҪ�c
(1)�ռ��ء�����Ϳ�b�Uˮ�����c�����AÓ֬�Uˮ��Ó֬�Uˮ�Լ�ˮϴ�Uˮ�ŷ����ռ���1 �ȣ�����Ч�ݷe��10 m3�����Ӿ�Uˮ������Uˮ�ŷ����ռ���2 �ȣ�����Ч�ݷe��50 m3��
(2)��ʽ̎���ء����ռ���1 ���ռ���2 �еďUˮ�Ϊ�������ʽ̎���ȣ����û����������������Uˮ�БҸ��ļ�С�w������ʹ֮������׳��������w������ʽ̎�����M����ˮ���x��
(3)��ʽ�^�V��������ʽ̎���ȵ�����Һ�����ʽ�^�V���У���δ���������w�������^�V�����Ա��M����һ��������̎����
(4)�кͳء����^�^�V���ĸ�Uˮ���кͳ��е��Ի�ϣ�������ˮ������H2SO4���к�ˮ�ж���ĉA������m�����������ṩ���õ�pH �l����
(5)ˮ���ữ�����ء�ˮ���ữ�،������l�Ϳ�����ˮ��a���A�Σ�ʹ�Ï��s�Ĵ�����ЙC��ˮ��������Ŀ�����С�����ЙC�����ˏUˮ�Ŀ������ԣ����C�˺��m�����O����\�С��OӋͣ���r�g��24 h��
(6)MBR�����^����̎���ďUˮ��Ⱦ�ﺬ��߀�ܸߣ����܉�ֱ���ŷţ�߀����m�ĺ������������^ˮ���ữ�����صďUˮ����MBR �У�ͨ�^��������������Mһ������ˮ�е��ЙC�ʹ��MBR�����˻������෨�ij������Ԍ��F��ˮ���x�����Hʡȥ�˶����أ��ҳ�ˮ���ӳ��塣�OӋͣ���r�g��24 h��
(7)������s�ء�����ʽ�������е���������������s�أ����Ú�Ӹ�Ĥ�Ì���������V�C���ɞV����������Y�|�Ć�λ̎�������VҺ�����ռ���2 �д�̎����
1.4 ��Ҫ�O��
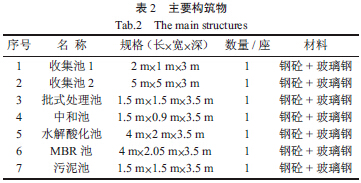
��Ҫ��������O��Ҋ��2 �ͱ�3��

2 �����{ԇ���\��
2.1 Ϳ�b�Uˮ�Ļ���̎��
�ռ���1 �ȵďUˮ���д�������֬����|���M����ʽ̎���غ���Ҫ���^���顣����ͨ�^Ͷ��NaOH���ƏUˮ��pH ��10��11��Ͷ��CaCl2�M�����飻Ȼ�����μ���ۺ��Ȼ��X��PAC���;۱�ϩ������PAM�����M�л���̎����ʽ�^�V�M���кͳء��ռ���2�ȵďUˮͬ������ʽ̎������ɻ���̎�����c�ռ���1 �ȵďUˮ���кͳ��л�ϣ�ͨ�^����H2SO4���кͶ���ĉA��ʹpH ������7��8��
2.2 ˮ���ữ��
��ˮ���ữ����Ͷ��1%�����ݷe�ĽӷN���࣬�ӷN����ȡ�Գ�����ˮ̎��S��Óˮ���ࡣˮ���ữ�ص��OӋͣ���r�g��24 h������ˮ���ữ���������O�С�150 �İ�ܛ�����ϣ���������20 m3�����b�ʞ�70%��
���Ϟ酒�������ṩһ���������d�w�������������c�Uˮ�Ľ��|��e�������̎��ϵ�y������ؓ�ɣ��M�������ˮ���ữ�ص�̎��Ч�����������Ĥ���g�������C�Uˮ�е�̼���������|���ȴ�s��100:5:1��
���{ԇ���ڣ����ЙCؓ�ɿ������OӋؓ�ɵ�1/4���鱣�Cϵ�y�������\�У�߀����ƺ�pH���ضȵȭh���l���������ؓ��ֱ���_���OӋؓ�ɲ������\�С�
2.3 MBR
MBR ����Ĥ�M�����ú����ﷴ����3 ���ֽM�ɣ�����Ĥ�M���nj�����Ľ�������ˮ���x������Ҫ���ã�ԓ���̵�MBR �в������п��w�SĤ����MBR �\��ǰ�����Ȍ�MBR �M�зN��Ͷ�ӣ������Ͷ�ӷN���ֱ����Ĥ���xԭˮ����ʹ��Ĥ�^��خa����������ˣ���MBR �ӷN��ͬ�N�Uˮ̎��S�ķN�࣬��MLSS ���|����Ȟ�20 g/L ���ҡ��ӷN��MBR��MLSS ���|����Ȟ�7.5 g/L��
����ӷN�ꮅ���_ʼ�ؚ⣬�����_ʼ�^�V�\�У�ͬ�rԭˮ���o����MBR �\�г��ڣ������ó�ˮ�������^�s���OӋ��ˮ�w�e��1/3 ���ң��\��1��2 �ܺ����{���OӋ��ˮ����
2.4 �\����
ϵ�y���^3 ���µ��\���{ԇ����ˮˮ�|�_��GB8978��1996 ��һ���˜ʡ���������ˮ�|̎����rҊ��4��
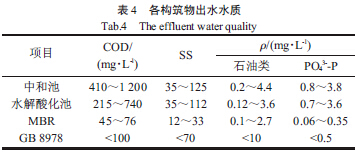
�ɱ�3 ��֪����Ϳ�b�Uˮ���÷��|�����A̎���ٻ������̎���ķ�ʽ��ϵ�y��SS��COD��ʯ��������}��ȥ���ʷքe��84.7%��96.6%��87.9%��97.0%��
2.5 ������
(1)�������wͶ�Y��ԓ����һ����Ͷ�Y100 �fԪ�����������M��67 �fԪ����Ҫ�O���M26 �fԪ���OӋ�����b���{ԇ���g���M��7 �fԪ��
(2)�\���M�á�ˎ���M��PAC��0.12 kg×1.8 Ԫ/kg =0.216 Ԫ/t��PAM��0.005 kg×24 Ԫ/kg=0.12 Ԫ/t����M���b�C�������s��10 kW�����H�\�мs��5 kW��5kW×[0.50 Ԫ/(kWh)]/(2 m3/h)=1.25 Ԫ���˹��M�����H�\�Еr���2 �ˣ�������800 Ԫ×2 ��/(30 d×20 t)=2.7 Ԫ/t����Ӌ4.29 Ԫ/t��
���M�ýY���п��Եó���������܇�㲿��Ϳ�b�Uˮ����С��ԓ�����\�к����Ҫ�M�Þ��˹��M����ˣ����h�ڽ����\���^���У�����ʹ�T��������Uˮ̎���������˹��ɱ��M�ã���ߏUˮ̎���Ľ���Ч��LYHLYHwefa��
3 �YՓ
ԓ�Uˮ̎�����̺��Y�^�٣���Ч��Q����܇�㲿����IС����Ϳ�b�Uˮ̎�����y�}��������̎���ɱ���
��Ϳ�b�Uˮ���÷��|�����A̎������Ч�Ľ����˸ߺ����Uˮ���ͺ����Uˮ�ě_�������C�˺��m���������Mˮ�ľ����ԣ������ϵ�y�\�еķ����ԡ�
���`���������÷��|����- ˮ���ữ-MBR ��ˇ̎��Ϳ�b�UˮЧ����������ˮˮ�|���_��GB8978��1996 �е�һ���˜ʡ�