


��ʽ���LÓ����m���Ɠpԭ����������o��ʩ
ժҪ:����ʽ���LÓ����m�����ڃȳ��F�Ɠp�ęC���M���˷���,��ԭ���Ǹ��ٺ��m���������m���F�w�ȱڵě_ˢĥ�p�Ͳ��P䓑�����ͬ���õĽY��;���������ĥ�C�ϴ�ʩ�����`�C���@�N��ʩ�ǿ��еġ�
�P�I�~:��ʽ���LÓ����m����ĥ�p���������g
1��ǰ��
�҇��ğ����O����ȼú偠t����,��һ����Դ�M����,ȼúռ76.3%,��ȫ��SO2�ŷ�����90%����ȼú��úȼ���a�������ğ����SO2,SO2�Ɍ���������γ�,�����B�h���a�����ص�Ӱ�,�҇��Ĵ����Ⱦ�����������ڴ���ȼú���γɵ�ú������Ⱦ���^ȥ��偠t�����̎�����������L���m�����o늳��m������ʽ���m��,���@�H�����ڌ������зۉm������,���]�п��]��SO2��̎��,��ʹSO2�ŷ�����,������Ⱦ����,�o�҇�������ɾ�pʧ��Ó����mһ�w��,�����ۉm�Ϳ���SO2�ŷ����ѳɞ��҇��h����������Ҫ�n�}��
��ʽ���LÓ����m����һ�N��ЧÓ����m�b��,�ǝ�ʽ����Ó���Ч���m��Y�ϵļ��g��������ԓ�b�ù����h����,һ������ٺ��m���������m���ȱڵď��қ_ˢ,�����wĥ�p����,��һ����Ó��Ó���cSO2�����Įa����m���w���g���ء�������ĥ�ɞ�ԓ���g�����ƏVʹ�õ��P�I������б�Ҫ��ԓ�O�丯�g��ĥ�p���}�M��̽ӑ,����������Ĵ�ʩ��
2����ʽÓ����m���Y��������ԭ�����Ɠp��r
2.1���Y��
��ʽÓ����m��(TL)�Y����D1��ʾ��
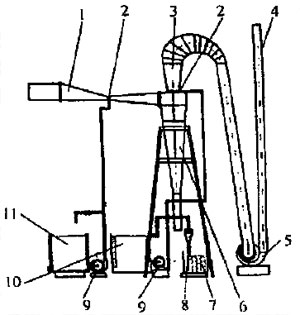 �D1����ʽÓ����m��(TL)�Y�� 1—�������;2—����;3—�Ś��;4—����;5—�L�C;6—���m��;7—������;8—��ˮ���x��;9—ˮ��;10—ѭ�h��;11—��ˎ�� |
2.2������ԭ��
���Ý�ʽ������Ó���Ч���m��Y�ϼ��g,��������ܡ����L���m������ˮ���x������ˎϵ�y�ȽM�ɡ����m�����M����������еĝu�s��,�����ٶ���u����,�ں�����,�����ٶ����,�ڸߚ����ě_����,�ļ�ˎ����ע���Ó�õ��F��,�ں����К�Һ�����ֻ��,���F:
(1)Ó���c����������w��ֽ��|,�����ӿ�,����Ч�����������еĶ�������;
(2)Ó���cˮ�β�����ײ,�����ɸ�����w��,�ѽ������ĉm���M�����L���m����,�Mһ��Ó����m��
Óˮ���m���¶��ų��m����ˮ�Ļ����,����ˮ���x��,���m���cˮ���x,�������L���x���²��ų�����܇,����܇�\��,ˮ����ѭ�hˮ��,����ˮ��ע��Ó����m��,���ú�ʣ��Ó��ˮ��ע��Ó����m��픶˵ć���,�M�еڶ���Ó��,�@�ӼȲ����Mˮ,��ʹÓ�õ���ֵ�����,�p��Ó���M�á�
2.3���\��Ч�����Ɠp��r
ԓ���m��������ij��У4t/h偠t����̎�����\�Еr����ע��A��Ó��;���]�����m���w�ĸ��g���},Ҫ��S�Ҳ��ò��P䓡��Č��H�\�Ё��������Ƿ����ġ���500Ŀ�p�w�ی��y:���m��Ч�ʞ�95%;���ɼ�Ó��,Ó��Ч���_70%����;�ܺĵ�, ϵ�y�������pʧ��1200��1300Pa;Óˮ���ܺ�,���L�C�ܵ�����ˮ,���L�ܟo���g�����B�m�\��8���º�,���F�Ɠp�F��:���x���m���F�w���p߅��
10mm����̎��������һ�ȳ��F5��10mm����30��40mm�L���ѿp,�ۉm���ѿp̎���⇊�䡣���r��ȡ����̎���k�����a����2����֮��,���a���¾����F�w���p߅5��7mm̎�ֳ��F��3��7mm���L25��30mm���ѿp��ԓ���m�����ò�ֹͣ�\�С�
3���Ɠpԭ�����
3.1�����^�z���c����
ֹͣ�\�к�ij��m�����z��,�ڈAͲ�w�ϛ]�аl�F�κ��Ѽy,�AͲ�w�ȱ���ĥˢ�P�g���E,Ҳ�]�аl�F�Ȱ����g�F��;�F�w���p��������һ��߅�����F�^��ļ��L�ѿp,�ѿp�Ȕ�ڳʴ����Ɖ�,�@�������ڔ�ڸ����l�F�S���Ѽy,�Ѽy�Π���s,�ʷֲ��֦�Π�;�����F���Ѽy̎�ЃȰ����g�F��,�F�w�����ط���ĥˢ�P�g���E,�ұȈAͲ�ȱ����@,���]�аl�F�п��g�F���F�w�К�ҺpH=7.5��8.2,�����A�ԡ������ඨ�F�w�Ɠpԭ����:���ڸ��ٺ��m����������,�ۉm�����m���ȱڵě_ˢĥ�p,Խ����ĥ�pԽ����;�ښ�Һ�����m���ȱڵĸ��g��
3.2������ӑՓ
���F�w���pһ�Ⱥ��h�x�F�w���p�ĵط�ȡ��,�����@Ӳ�ȃx�y��Ӳ�ȴ�С�քe��40��41��30��31;��偠t�w�҉m��Ħ��Ӳ�Ȟ�6.57��7.70��
���p߅��䓲�Ӳ�����@�����h�x���p�������ط�䓲�Ӳ��,�@�����ڲ��P��ں��ӕr�ض����ߌ��º��p߅��Ӳ���½�������ijЩ�W���о��ĽY��:�ۉm��Ӳ��Hp ���ڱ�ĥ�p���ϵ�Ӳ��,ĥ�p�ӕ��l��,�ڛ_���ٶȺܸߵ���r��,ĥ�p���cHp2.3�����ȡ����^�m���Ͳ��P䓵�Ӳ��,�Լ��ĈAͲ�w���F�w�ȱ�ĥ�p��r������,�ۉm��Ӳ�Ȳ������ڶ̕r�g��ĥ�����P䓱���,��������ں����|������Ć��},�F�w������ĥ����
3.4������ӑՓ
(1)�ij��m�C������:���m�������M������^���ٶ����о������M����m����,�ڈAͲ�w���F�w�������D�\��,�S�������������D,�M���F�w,�����F�w�돽�pС,�����ٶ�Խ��Խ��,�����еĉm�����F�w�ě_����ĥ�pԽ��Խ�������Y������;�_�gĥ�p���c�w�ҵ�����_ˢ�ٶ�vp��vpb�����Pϵ,Finnie��Schmitt ���˵Č��ó�ָ��b��2��4֮�g,����Ɠp�ĵط����ܕ����F���F�w���°벿��,�������\�Еr�g��,߀������ĥ���ȱ�;��һ����,���ں��p̎����K����������,�ֲ�ĥ�p����,���F�˃Ȱ����g�F�����ڷۉm���������ȷֲ����m��Ӳ�ȡ��ۉm��ȵ�����,���ЌW���о��������@�Nĥ�p��Ͳ�w���F�wĥ�p��r��ͬ,�ɲ����]�ۉm�������،����m����ĥ�p,����Ҫ���]�����_ˢ���m����ĥ�p��
(2)�IJ��P䓵IJ��|����:���]�����m�������h����,���g�Դ�,�x��1Cr17Ni2���P�,��Ȟ�20mm���@�N���P��mȻ���g,���ֲ����g,���������g���С�
(3)�ĺ��ӹ�ˇ����:1Cr17Ni2���P䓿ɺ����Բ�,�����ڿ���l����,�õ��R���w�M��,���к��Ĵ�Ӳ�A��,������������,�a���Ѽy���������ڲ��P䓱�����С���ӕr,���a�����L�Ѽy,���Ѽy�Uչ�ܿ�,�ڶ̕r�g�Ȱl�������Ɖġ����ֹ�������g���ѵĮa��,���M�лػ�̎��,������ػ�ضȿ��Ʋ���,Ҳ��Ӱ�Ӳ�ȡ�
�ں��Ӽӹ��r,����]���M�кܺõğ�̎��,���º��p߅�����ںܴ�Ě�������,ʹ��Ӳ�����@����,�F�w�����g����ĥ���½�,���º��p߅�����F�Ɠp�F��
�C������,��ʽ���LÓ����m���Ɠp��ԭ���Ǹ��ٺ��m�������F�w�ě_ˢĥ�p�c���P䓑������g��ͬ���õĽY���������о�����:�ڸ��g��ĥ�pͬ�r���õ���r��,���ڸ��g�ӿ�ĥ�p,ĥ�p���M���g,���߽�������,ʹ�ø��gĥ�p�����������ڼ�ĥ�p���ͼ����g���ĺ��ίB�ӡ�
4��������ĥ��ʩ
���������Ɠpԭ�����,������·�����ĥ�C�ϴ�ʩ��
4.1�����m���ȱ��N�r��ĥ�r���Ϳˢ��ĥͿ��
(1)��ĥͿ�ϵ��x�á���ĥͿ�ϵ�ԭ���ϱ���ܽ����L�ڵķۉm�_ˢ,����һ���Ĝض�,ͬ�r߀Ҫ�c���m���ȱ����^���ĽY�������x��ʯӢɰ�����,�\�����ϼ��۞铽����,�\��ˮ�����z�Y��,��ɵ\��ˮ��ʯӢɰ��ĥ���gͿ�ϡ�
(2)��ĥ���gͿ���ڳ��m���ȱڵĹ̶�������ʹ��ĥ���gͿ�Ϻͳ��m���ȱ��ι��Y,������Ƭ��Ó��,Ϳˢǰ�ڳ��m���ȱ����O�Y�Y��,���õķ����ǽ�崩�z�̶�������
(3)��ĥ���gͿ�ϵķ��O����ĥ���gͿ���ڳ��m�����bǰ���O�ڳ��m���ȱ���,��Ȟ�20mm��
4.2�����ӹ�ˇ
(1)��_�����ӵ����g��,���P䓱��摪�ʹ�����,��ȥ��������ȥ��������ɰ݆��ĥ����ϴ��ˢϴ�⡣����ֲڶ���С,����ĥ�����ߡ�������ϴ������ϴҺ����ϴ��,��ϴ���Ç�ˮ������ϴ��
(2)�������̎��:���Ӻ�1Cr17Ni2�W���w���P��M�лػ�̎��,�Ɍ����w�ӟᵽ1050��1150����,����1��1.5h����ٿ��䡣
�������Ϸ�����ĥ�C�ϴ�ʩ,ԓ��ʽ���LÓ����m���\��һ���,�\�Р�r���á�
5���YՓ
(1)���ٺ��m�������F�w�ȱڵě_ˢĥ�p,ʹ�F�w�ȱڮa���Ȱ�ĥ�p�F��;
(2)���m������]���M�лػ�̎��,ʹ���P䓱�����ښ�������,���²��P䓱���Ӳ�Ƚ���,�����g���½�;
(3)��ʽ���LÓ����m���Ɠp���ڸ��g��ĥ�pͬ�r�����°l����,���g�ӿ�ĥ�p,ĥ�p���M���g,��������õĽY��,ʹ�ø��gĥ�p�����������ڼ�ĥ�p���ͼ����g���ĺ��ίB�ӡ�
(4)���ó��m���ȱ��N��ĥ�r���Ϳˢ��ĥͿ�����������ĥ��,�ں��ӹ�ˇ������ú������̎����ʩ,�����Ӻ�1Cr17Ni2�W���w���P��M�лػ�̎��,�����w�ӟᵽ1050��1150�����,����1��1.5h����ٿ��䡣

ʹ����“��һ��”��������“���v�h���W”




