


�״��Uˮ�ߜ�����ٟ�̎�팍��
һ���Ŀ����
��c���ﻯ������˾�״��ֹ�˾���I�Uˮ̎��վ����1990�꣬��ԭ6�f��/��״��b�õ������Ŀ��ԭ�OӋ̎��������120t/d��1992�������ϵ�y�ĸ���U�����̣�̎���������Ӟ�200t/d(COD��l0000mg/L)���Uˮ̎����ˇ�����Ϻ�������W���ȼ�������̎��������̎��������ˮˮ�|ָ�˞�COD��150mg/L���S����I�IJ���lչ��1998��ԓ��˾�½���һ��10�f��/��״��b��Ͷ���\�У�2000��ԭ6�f��/��״��b�ÔU����10�f��/�ꡣ�mȻ�@����10�f��/��״��b�þ���ȡ���^�����M�����a��ˇ�����Ҽ״��Uˮ�е�CODָ�˶�С��ԭ6�f��/��״��b�ã������ځ�ˮ�������ӵ�16m3/С�r�����ҁ�ˮCODָ�˽�����2000mg/L—7000mg/L�g���ӣ���ˌ��Uˮվ�a����ĉ�������2005��9���_ʼ���Uˮ̎��վ��ˮ���ˬF�����l���أ��ɞ����_�ֹ�˾�h���_�˵�ƿ�i���}������������@�N�F���ԭ�������ׂ����棺һ�ǁ�ˮ�������OӋֵ��ʹ�Uˮ��վ��ͣ���r�g�s�̣����ǃ��״��b���ںϳɴ���ʹ��ĩ�ڕr�a�����a�����࣬��Һ�еĸ������N���s�|�y�Գ�ȥ�����ǏUˮվ�⸡�ؚ⸡Ч�������ԭ��200m3���س����й©��2000���Ժ��ѽ�̎�ڏU����B��ʹ�Uˮ��վ��ͣ���r�g�s�̣����Ǽ�ˎ���B�m������ˎ���{���Բ
ԓ��˾�״����I�Uˮˮ�|��r���ֹ�˾�F�е��O��l�����������ᣫ�ٟ��������״����I�Uˮ�M���A̎������Փ���ǿ����Եģ������������������߂�l����
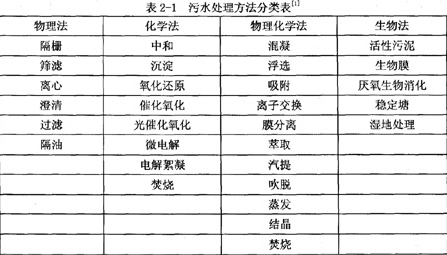 |
��ˇ�����l����
�ּ״���״����s�����ԭ�ϣ�����Ȼ���ԭ�ϵĴּ״��aƷ������Ҫ�ɷ�����(��10�f���״��b�Þ������ϳɗl����5Mpa���£�290�����£��~�\����)��
 |
�״�܇�g��ԓ��˾2001�꽛�U�a�����_��10�f��/��״���һ�����a�b�ã�ԭ�OӋ���nj��״��Uˮ��������̎�����ٷ��س��}ˮ�b�ý���̎����������}ˮʹ�ã������Hʹ����r��������������̎����ļ״��Uˮ����ԭ�еĸ�̼�����D���l���²���ȫ���ֽ⣬�ɴ�ʹ�D���t���ϲ����D�������Y̼�����D����������L�ڲ�����Ӱ푣����ԓ����һֱδͶ�ã��״��Uˮһֱֱ���͏Uˮ̎��վ̎���_�˺��ŷš�����һ���b���Ͼ��������O�䣬����߂��˲������Ἴ�g����Ҫ�l�����D���t���҂��D��������P�I�O�䣬һֱ̎��ʹ�à�B���Ҡt�ؼ��������M����÷ٟ�����̎��Uˮ��ʹ�×l������ˏ��O������l������������“���ᣫ�ٟ�”��̎�������ǿ��еġ�
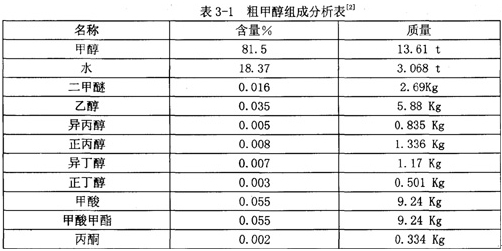
ͨ�^���ȱ�3-1�ͱ�3-2�������Կ�����һ�״��b�õĴּ״��Ю��������������ĺ���Ҫ���������Y��������������
 |
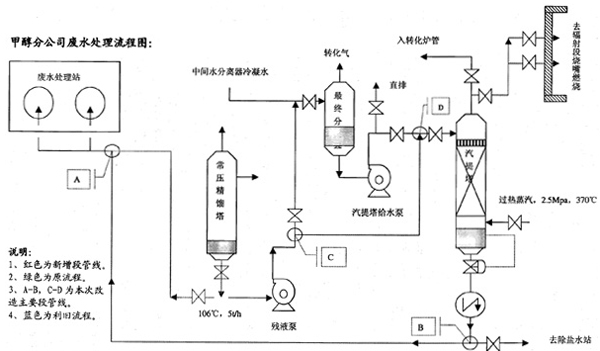
2006��4���҂���ʩ��ԓ헼��g���죬�����s�״��Uˮԭ�����M�и��죬��������һ�״�������̎�����ڱ���һ�״��b������ϵ�yƽ���ǰ���£���һ�����^������ͨ���������ȣ�����Һ�M������̎����������������D���tݗ���ȼ��������Һ���Uˮ�͏Uˮ ̎��վ��̎���������r���c�O�y�������M������Ҫ��Ⱦ����׃����r��
��������Ͷ�ú�_���������m�˵IJ����������҂��Q����ȡ�ֲ�ԇ�ķ��������Ȳ��ÜضȞ�150�棬��������0.54Mpa�IJ����l���M��ԇ֮�����ȡ�ӷ�����r���@���ָ���M�����{�����������������_����һ���m�˵IJ���ָ�ˡ�
1.���θ���Ͷ�룺10m3/h���P��100�ױÃ��_(����ԭ�O����A���������)��20#φ50�o�p䓹�300�ף�DN50�y�T5ֻ��DN50���^20����DN50���m10Ƭ(��������)�������D���t�ĸߜغ͚����l��������Ҫ����ȼ���Oʩ����Ӌ��Ͷ�Y�s4�fԪ������Ԕ�����̺�׃����rҊ�D��
 |
2.�������ģ�������(2.5Mpa��370��)1.5t/h
3.�\�Ѕ�����P��0.36Mpa��T��140��
4.���H�\��Ч�������״��Uˮ�A̎��������06��4����ѮͶ���\������̎����r���ã���������06��5�·ݏUˮ̎��վ̎�ڙz�ޕr��ԓ̎�����̰l�]�˸���Ĺ��ܣ���������̎����ďUˮ�����_������ˮ�˜ʣ����w��rҊ�±���
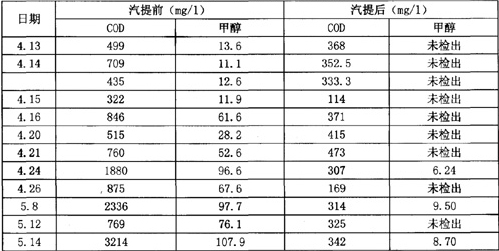 |
���ϱ����Կ�����������M�Uˮ̎��վ����ˮ��Ҫ��Ⱦ���ȷ�����һ�������dz������ĵ͝�Ƞ�B����ǰ���F�Ĵ���Ȳ��Ӻߝ�ț_������r��ȫ��ʧ�����C�ˏUˮ̎���b�õ�����������̎��Ч�������ҹ�˾������ˮˮ�|�����P�I�����ã����^�h�����o������ؕ�I��
�YՓ
���θ��죬���L����ˮ̎�����̣������ˮ̎���b�õľ��_���������_��������������������ˮ�ŷźϸ��ʡ����θ���ijɹ���ʩ�������˂��y�ļ״����I��ˮ̎��ģʽ��ʹ��ҏ�һ���µĽǶ��J�R����ˮ̎�����g���õďV���ԡ�ֵ�ü״����I��I��a���͝���ЙC���I��ˮ��I���b��

ʹ����“��һ��”��������“���v�h���W”




