


ه�������a�Uˮ̎���k��������ĸ��
1 �Uˮˮ�|��ˮ����r
ه�������a�^���������ŷŵ����a�Uˮ���M�Н⡢ϡ���������Н�Uˮ�ŷ����sռ���ŷ�����30%�����⡢ϡ�������ˮ�|ˮ����rҊ��1��
 |
2 ��ĸ������ԇ�
2.1 �b���c����
��Ҫԇ��b�ã��uƿ�C��3000mL����ƿ�������_���o���ң�����ң����N�������ĵȡ���
��Ҫԇ���ϣ���ĸ���N����Uˮ���}�ᡣ��
������ģ�CODCr�y���b�ã����Ӌ���x�ij����C��������ƽ�����WˎƷ�ȡ���
2.2 ԇ����
��16������ƿ�зքe����1000mL��Uˮ����ԇ�Ҫ���{��pHֵ��Ȼ��Ҫ����������A���Ƃ�õĽ�ĸ�N��Һ�����ړuƿ�C���M�к�ؓuƿ���l��һ���r�g��ȡ����
���ƅ�����ضȡ�pHֵ���ӷN���Ͱl�͕r�g����
2.3 ԇ�Y��ӑՓ
2.3.1 pHֵ��Ӱ�
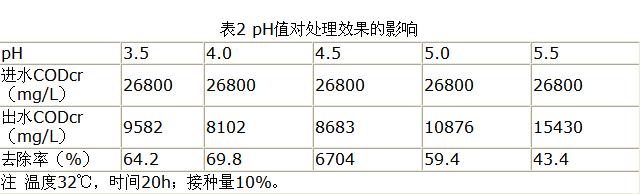 |
��2�Ĕ���������pH��̎��Ч����Ӱ푷dz����@����Ѱl�͵�pHֵ��4.0���ҡ���pHֵ��5.0�r��̎��Ч�����@�½�����
2.3.2 �ضȵ�Ӱ푪�
�ضȌ�CODCrȥ���ʵ�Ӱ�Ҋ��3��
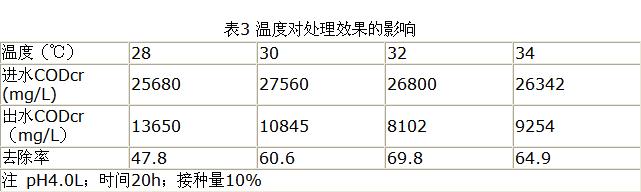 |
��3�Ĕ����������ضȌ�̎��Ч����Ӱ��^�����@����Ѱl�͜ضȞ�32�����ҡ����ضȣ�30��r��̎��Ч�����@�½�����
2.3.3 �l�͕r�g��Ӱ�
�l�͕r�g��CODC��ȥ���ʵ�Ӱ�Ҋ��4��
 |
��4�Ĕ����������l�͕r�gԽ�L��̎��Ч��Խ�ã�20h�r���_���^�õ�̎��Ч����20h��ȥ�������Ӳ����@��
2.3.4 �ӷN����Ӱ�
�ӷN����CODCrȥ���ʵ�Ӱ�Ҋ��5��
 |
��5�Ĕ����������ӷN��Խ��̎��Ч��Խ�ã��ӷN����10%�r���_���^�õ�̎��Ч������10%��ȥ�������Ӳ����@����
2.4 ԇ�YՓ��
����ѹ�ˇ���ƅ����飺pHֵ4.0���l�͜ض�32�棻�l�͕r�g20h���ӷN��10%����
���о��Y������������ѹ�ˇ�l���£���ĸ��̎����ˇ��CODCr��ȥ���ʿ��_��70%��ͬ�r߀���к����������}�����������ܡ�
3 ���̑�����r
3.1 ��ˇ����
��ԓ���g������300m3/dҎģ��ه�������a�Uˮ̎�����̣���������D1��
 |
��
3.2 ��ˇ���Ɨl��
����ԇ��о��ĺY�x�Y��������ˇ�����_���飺�l�͜ض�32�棻�l�͕r�g20h��pHֵ4.0���ӷN��10%���ӷN����7d����
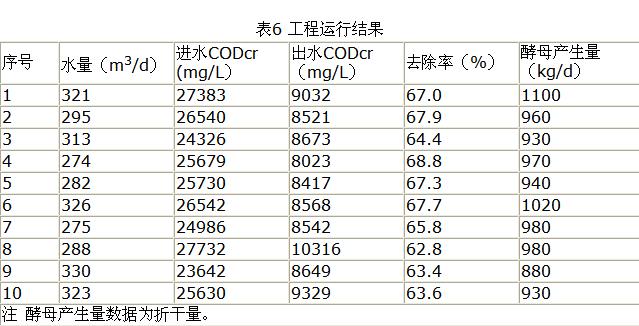
3.3 �\�нY������
�����{ԇ������ǰ10d���\�нY��Ҋ��6��
 |
��
��6����������CODCr��ȥ������62.8%��68.8%�������_��ԇ��о���ˮƽ������m�Mһ��̎���_���ŷ��ṩ�˻��A��ͬ�r߀�ɻ��ս�ĸ���s950kg/d�����Ј��ۃr��3000Ԫ/t������ĸ���Ļ��Ճrֵ�s��2850Ԫ/d��
3.4 ����w����
��pHֵ��̎��Ч����Ӱ푺ܴ����{ԇ�^�����������a܇�g�⡢ϡ�Uˮ�]�з������������pHֵ�^�ߵ�ϡ�Uˮ���룬ʹ��ĸ�������ص�pHֵ�_��6.0���Y��ԓ���̎��Ч�����@�½�����ˌ����a������Ҫ��ʮ�և���
�ڜضȵĿ��ƌ��\��Ч�����@���ض��^�ͽ�ĸ�����a������Ӱ�̎��Ч�����ض��^ �߄t���w���LѸ�٣����N�����ϻ�������l���Q�N��
�����ڽ�ĸ�����L�����pHֵ��4.0���ڴ�pHֵ�����������y�����棬��˟o회��Uˮ�M������������������\�гɱ���
��ԓ��ˇ�����^�õĽ���Ч�棬���յĽ�ĸ���ărֵ�۳��\�гɱ���߀�мs850Ԫ/d �Ľ���Ч�棬���_���ԏU�B�U��Ŀ�ġ�������
�ݱ����g���c����̎����ˇ�Y�ϣ�����ʹه�������a�Uˮ̎�����_���ŷš���һ�Ľ�ĸ��̎������ֱ��ʹ̎����ˮ�_���ŷţ���˱����g�m���ڸߝ���ЙC�Uˮ��ǰ̎�����Խ��������Uˮ̎���^�̵��\�гɱ���
��
4 �YՓ
��ԇ��о��ĽY����������ĸ�����к����ߝ�������}�����ԣ�������̎�����иߝ�������}���ЙC�Uˮ���@�Dž���̎����ˇ�o�������ġ���
����ԇ�Y�x������ѹ�ˇ���ƅ����飺pHֵ4.0���l�͜ض�32�棻�l�͕r�g20 h���ӷN��10%����
�ی���ѹ�ˇ���������ڌ��H̎�������У���ȡ���cԇ�Y���ஔ��̎��Ч������
��ԓ̎�����g�ɻ����Ѓrֵ�Ľ�ĸ���ף����H�_����“�ԏU�B�U”��Ŀ�ģ�����߀��һ���Ľ���Ч�档��
�ݱ�횼ӏ����a���������ɱ��C��ĸ��̎����ˇ�������\�С�

ʹ����“��һ��”��������“���v�h���W”





